 2015-01-30
2015-01-30 3145
3145Изгиб коленчатого вала устраняют правкой на прессе. Вал устанавливают на призмы крайними коренными шейками и, обеспечивая передачу усилия на среднюю шейку, перегибают в противоположную сторону на величину, превышающую прогиб примерно в 10 раз, Допустимое радиальное биение без ремонта 0,05 мм. Чугунные коленчатые валы правят методом наклепа.
Износ наружной поверхности фланца устраняют накаткой (шаг сетчатой накатки 1,2 мм) или наплавкой с последующей обработкой до размера по рабочему чертежу.
Биение торцевой поверхности фланца устраняют протачиванием, выдерживая толщину фланца не менее 11,0 мм.
Изношенные шпоночные и маслосгонные канавки восстанавливают наплавкой с последующей обработкой до размера по рабочему чертежу.
Изношенное отверстие под подшипник восстанавливают постановкой ДРД. При этом коленчатый вал устанавливают на токарно-винторезный станок, используя в качестве базовых поверхностей шейки под распределительную шестерню и пятую коренную, растачивают отверстие до 60,0+0,060 мм, запрессовывают ремонтную втулку до упора и растачивают ее до размера по рабочему чертежу.
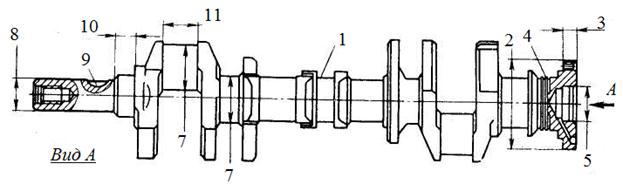
Рис. 4.2. Основные дефекты коленчатого вала
Изношенные отверстия под болты крепления маховика до 0 более 14,06 мм восстанавливают развертыванием их в сборе с маховиком под один из двух ремонтных размеров 0 14,25+0,035 или 0 14,50+0,033 одинаковых для всех отверстий.
Износ коренных и шатунных шеек в пределах ремонтных размеров устраняют перешлифовкой и последующей полировкой под один из них.
Шлифование шеек производят на круглошлифовальных станках ЗА432 шлифовальными кругами: для стальных валов 15А40ПСТ1Х8К, для чугунных — 54С46СМ28К размером ПП 900X30X305.
Шейки валов, вышедшие за пределы последнего ремонтного размера, восстанавливают наплавкой под слоем флюса АН 348А проволокой с последующей нормализацией, обточкой шеек, упрочнением галтелей поверхностным пластическим деформированием, закалкой их ТВЧ, шлифованием и полированием под размер рабочего чертежа.
Применяют также наплавку под слоем легированного флюса (технология НИИАТ), после которой шейки коленчатого вала не требуют термической обработки.
Изношенные шейки под шестерню и ступицу шкива восстанавливают до размера рабочего чертежа хромированием или наплавкой.
Изношенные шпоночные канавки и маслосгонные канавки восстанавливают наплавкой с последующей обработкой до размера рабочего чертежа.
После восстановления коленчатые валы должны отвечать следующим техническим требованиям:
– полости масляных каналов шатунных шеек должны быть абсолютно чистыми (пробки необходимо вывертывать и полости очищать);
– нецелиндричность коренных и шатунных шеек не должна превышать 0,005 мм;
– непараллельность образующих поверхностей шатунных и коренных шеек относительно общей оси крайних коренных шеек не должна превышать на длине шейки 0,020 (0,010) мм;
– шероховатость поверхностей шатунных и коренных шеек должна соответствовать Ra = 0,32 (0,16) мкм;
– при установке валов на крайние коренные шейки, радиальное биение поверхностей должно быть не более: для КамАЗ — средней шейки 0,03 мм, второй и четвертой коренных шеек 0,015 мм, шеек под шестерню, противовесы и манжету 0,03 мм, отверстий под полумуфту отбора мощности и под подшипник ведущего вала коробки передач 0,04 мм;
– радиус кривошипа должен быть в пределах 47,5+0,08 (60,0±0,05) мм.
4.6.4. Восстановление шатунов.
Шатуны относятся к классу «некруглые стержни».
Основными дефектами шатунов являются (рис. 4.3):
1 — изгиб или скручивание;
2 — износ отверстия в нижней головке;
3 — износ отверстия под втулку в верхней головке;
4 — износ отверстия во втулке верхней головки;

