 2015-04-17
2015-04-17 2980
2980Резьба М4 имеет шаг 0,7 мм; М6 – 1 мм; М8 – 1,25 мм; М10 – 1,5 мм; М12 – 1,75 мм; М14 – 2 мм; М16 – 2 мм; М18 – 2,5 мм; М20 – 2,5 мм; М22 – 2,5 мм; М24 – 3 мм; М27 – 3 мм; М30 – 3,5 мм.
Раньше чаще применялись дюймовые резьбы, сейчас – метрические, реже – дюймовые.
В метрических резьбах различают 3 класса точности: точный (обозначение полей для наружных резьб 4п, для внутренних – 4Н5Н), средний (обозначение полей допусков для наружных резьб 6h, 6g, 6е и 6d, для внутренних – 5Н6Н, 6Н, 6G), грубый (обозначение полей допусков для наружных резьб 8h, 8g, для внутренних–7Н, 7G).
Для трапецеидальных резьб имеются два класса точности: средний (обозначение поля допуска длинной наружной резьбы 7п, 7е, и 8е, внутренней 7Н и 8Н); грубый (обозначение поля допуска длинной наружной резьбы 8е, 8с, 9с, внутренней 8Н и 9Н).
В резьбе различают номинальный диаметр резьбы, который чаще всего является наружным диаметром винтовой поверхности d, внутренний диаметр d1, средний диаметр d2 винта и внутренний диаметр отверстия гайки D1, диаметр резьбы гайки D, средний диаметр резьбы гайки D2 чаще всего равный d2 (рис. 28).
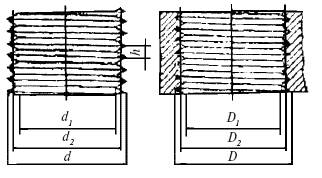
Рис. 28. Разрез и профиль резьбы:
а – винта; б – гайки
Средний диаметр винта определяется по формуле: d2 = (d+ d1)/2.
Диаметр отверстия под резьбу можно подсчитать по приближенной формуле: dо = d – 1,1P,
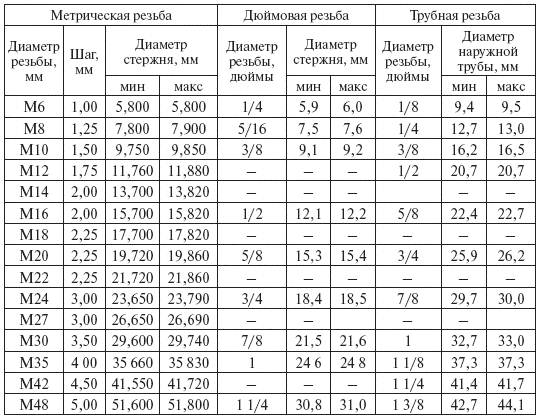
диаметр стержня dc под треугольную резьбу – по приближенной формуле: dc = d – 0,1Р.
Диаметры отверстий и стержней под резьбу даны в табл. 16 и 17.
Таблица 16
Диаметры отверстий под нарезание треугольных резьб
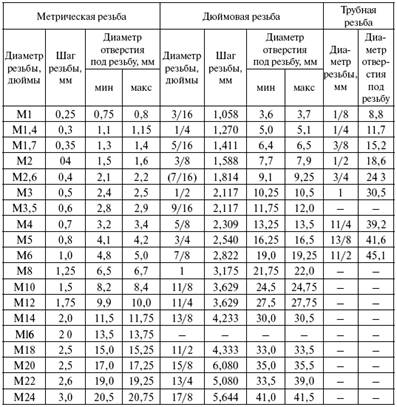

Таблица 17
Диаметры стержней под нарезание треугольных резьб
Перед нарезанием резьбы пруток должен быть очищен от ржавчины; на его торцевой поверхности должна быть снята заходная фаска.При нарезании резьбы в деталях из углеродистых и легированных конструкционных сталей применяют следующие СОЖ: для метчиков – сульфофрезол или 5 %-ный раствор эмульсии Э-2 или ЭТ-2, для плашек, гребенок, резьбонарезных головок – сульфофрезол, масло «Индустриальное 20».
Для нержавеющих и труднообрабатываемых сталей применяется сульсрофрезол, олеиновая кислота или жидкость следующего состава: сульфофрезол – 60 %, керосин – 25 %, олеиновая кислота – 15 %.
Для серого чугуна при нарезании метчиками применяется керосин или масло «Индустриальное 200».
Для алюминия и его сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или жидкость следующего состава: масло «Индустриальное 20» – 50 %, керосин – 50 %.
Для меди и ее сплавов применяется 5 %-ный раствор эмульсии Э-2, ЭТ-2 или масло «Индустриальное 20».
Смазка уменьшает трение, охлаждает инструмент, удлиняет срок службы инструмента и облегчает отвод стружки.
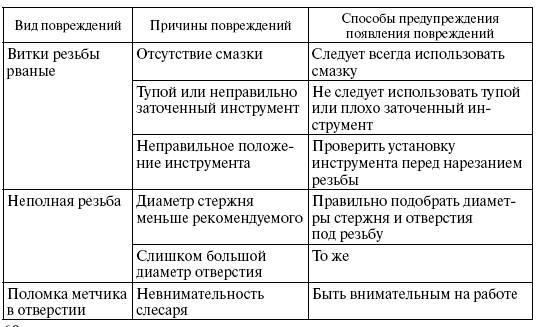
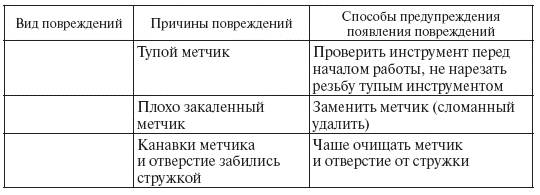
Основные причины брака при нарезании резьбы следующие: несоответствие диаметров отверстий или стержней нарезаемой резьбе, повреждение инструмента, нарезание резьбы без применения смазки, тупой инструмент, плохое закрепление или плохая установка инструмента, а также недостаток профессиональных навыков (табл. 18).
Таблица 18
Дефекты при нарезании резьбы
При нарезании резьбы существует опасность ранения рук острой кромкой детали или инструмента. Не следует пальцами очищать ручные инструменты от стружки; категорически запрещается очищать пальцами рук инструменты, находящиеся в движении на станках.

