 2015-04-17
2015-04-17 5607
56075.1. Система сил при свободном резании
При механической обработке готовая деталь-изделие требуемой формы и качества обработанных поверхностей получается в результате удаления с заготовки слоя (слоев) припуска в виде стружки, состоящей из пластически деформированного обрабатываемого материала. Пластическое деформирование срезаемого слоя припуска происходит под действием силы, превосходящей сопротивление обрабатываемого материала его деформации и разрушению. Для выявления физической природы сил, действующих на режущий инструмент со стороны обрабатываемого материала, представленную на рис.6.1. плоскую систему сил, действующих на режущий инструмент при свободном резании. Образующаяся стружка опирается на переднюю поверхность инструмента и действует на него с силой нормального давления N.
Рис.5.2. Рис.5.1.
Кроме этого стружка перемещается по передней поверхности и действует на нее с силой трения F. Со стороны главной задней поверхности обрабатываемый материал в результате упругого последействия давит на заднюю поверхность с силой нормального давления N1. Перемещение поверхности резания относительно задней поверхности инструмента вызывает действие силы трения F1. Таким образом, на площадках контакта обрабатываемого материала с режущим инструментом на рабочих поверхностях последнего действуют нормальные и касательные силы, геометрическая сумма которых рис.5.2. дает равнодействующую P, произвольно направленную в пространстве.
В инженерных расчетах используется не сама эта сила, а ее проекции на взаимно перпендикулярные направления: направление Z и направление Y. Каждая проекция называется составляющей силы резания и имеет свое собственное название: проекция на ось Z называется главной составляющей силы резания, обозначается Pz, проекция на ось Y называется радиальной составляющей силы резания, обозначается Py.
Пластическая деформация смятия срезаемого припуска происходит под действием силы Pz, равной сумме проекций всех действующих в зоне резания сил на ось Z
 ,
,
Здесь: N- нормальная сила на передней поверхности,
F- сила трения на передней поверхности,
N1 и F1- нормальная сила и сила трения на задней поверхности,
a-главный задний угол,
d- угол резания.

или
 ,
,
 ,
,  ,
,
где f и f 1- коэффициенты трения на передней (f) и задней (f1) поверхностях.
 ,
,

Если принять, что нормальная сила на задней поверхности пропорциональна силе нормального давления на передней поверхности, что N1=k . N, где k- коэффициент пропорциональности, тогда: можно записать, что

В этом уравнении силу N можно условно принять равной силе политропического сжатия P при пластическом деформировании образца (рис.5.3), которое протекает согласно закону:
 ,
,
откуда

На рис.5.3:
P — сила, действующая в ходе процесса пластической деформации;
P0 — сила, необходимая для начала пластического деформирования;
l0 — длина сжимаемого стержня;
l — длина стержня после пластической деформации.
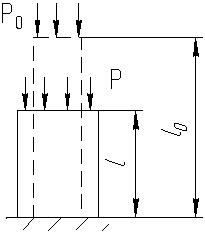
Рис.5.3. Схема процесса политропического сжатия.
Отождествляя процесс резания с процессом пластической деформации срезаемого слоя, считаем, что сжимаемый стержень имеет поперечное сечение  , срезаемый слой имеет длину
, срезаемый слой имеет длину  ; силу
; силу  отождествляем с силой
отождествляем с силой  , действующей на переднюю поверхность инструмента в процессе резания. После срезания слоя припуска длиной l0 получается стружка длиной
, действующей на переднюю поверхность инструмента в процессе резания. После срезания слоя припуска длиной l0 получается стружка длиной  .
.
Сила
 ,
,
тогда
отношение  есть коэффициент усадки стружки
есть коэффициент усадки стружки  , следовательно
, следовательно
 ,
,
где
 — условный предел текучести,
— условный предел текучести,
 - глубина резания,
- глубина резания,
 - подача,
- подача,
- коэффициент усадки стружки,
 - показатель политропы сжатия (по В.Д.Кузнецову
- показатель политропы сжатия (по В.Д.Кузнецову  =1,25),
=1,25),
 — коэффициент пропорциональности между силами N и N1 .
— коэффициент пропорциональности между силами N и N1 .
 и
и  - коэффициенты трения на передней и задней поверхностях.
- коэффициенты трения на передней и задней поверхностях.
Это уравнение показывает лишь от каких параметров и условий зависит величина главной составляющей силы резания. Из него видно, что величина главной составляющей силы резания зависит от свойств обрабатываемого материала  , сечения среза
, сечения среза  , условий и величины пластической деформации
, условий и величины пластической деформации  , геометрии режущего инструмента
, геометрии режущего инструмента  и
и  и коэффициентов трения на передней
и коэффициентов трения на передней  и задней
и задней  поверхностях.
поверхностях.
5.2. Система сил при несвободном резании
При несвободном резании на режущий инструмент действует пространственная система сил. Режущий инструмент находится в контакте с обрабатываемым материалом по трем рабочим поверхностям его режущей части: по передней, главной задней и вспомогательной задней поверхности. Поскольку эти поверхности инструмента расположены под разными углами друг к другу, то и действующие на этих поверхностях нормальные и касательные силы в пространстве располагаются не параллельно друг к другу, не в параллельных, как при свободном резании, плоскостях. Природа сил, естественно, та же, что и при свободном резании, это силы нормального давления и касательные силы трения. Равнодействующая всех сил при несвободном резании раскладывается на три взаимно перпендикулярных направления X, Y, и Z. Схема сил при несвободном резании представлена на рис.5.4.
Рис. 5.4.Пространственная система сил при несвободном резании.
Расчет величины составляющих силы резания для практических целей ведется по эмпирическим формулам с использованием данных справочной литературы.
Расчет составляющих силы резания: осевой составляющей  , радиальной
, радиальной  и главной составляющей силы резания
и главной составляющей силы резания  производится по эмпирическим формулам
производится по эмпирическим формулам
PX=CPx . t XPx.s Ypx.v . kP;
PY=CPy . t Xpy. s Ypy. v . kP;
PZ=CPz . t XPz. s Ypz.v . kP;
Здесь: P -проекция (составляющая) силы резания на направления X, Y и Z соответственно, H;
C P - константа, зависящая от свойств обрабатываемого материала, по сути своей представляющая удельную силу резания, приходящуюся на единицу площади поперечного сечения среза, Н/мм2;
k P - общий коэффициент, представляющий собой произведение частных коэффициентов, учитывающих конкретные условия резания.
5.3. Работа резания
Полная работа резания затрачивается на пластическую деформацию срезаемого слоя припуска, на упругую деформацию, которая всегда предшествует пластической деформации, на преодоление сил трения на передней и задней поверхностях, на образование новой поверхности (она называется работой диспергирования-разделения).

Работа диспергирования  и работа на упругую деформацию составляют менее 1% всей работы и потому ими можно пренебречь, а вся работа резания практически расходуется на пластическую деформацию, на преодоление трения на передней и задней поверхностях.
и работа на упругую деформацию составляют менее 1% всей работы и потому ими можно пренебречь, а вся работа резания практически расходуется на пластическую деформацию, на преодоление трения на передней и задней поверхностях.

Мощность, необходимая для резания на принятом режиме, рассчитывается по формуле
 , кВт.
, кВт.
Здесь:
— мощность, кВт;
 — главная составляющая силы резания, Н;
— главная составляющая силы резания, Н;
 — скорость резания, м/мин.
— скорость резания, м/мин.

Лекция 6.
Тепловые явления при резании металлов
6.1. Источники и распределение теплоты в зоне резания
Процесс резания металлов сопровождается значительным тепловыделением в результате того, что механическая работа резания переходит в тепловую энергию. Основными источниками возникновения тепла в зоне резания являются:
1. внутреннее трение между частицами срезаемого слоя в результате его пластической деформации при образовании стружки (Q1);
2. трение стружки о переднюю поверхность инструмента ( );
);
3. трение поверхности резания и обработанной поверхности по задним поверхностям инструмента ( ).
).
Схема расположения источников тепла в зоне резания представлена на рис.6.1.
Рис.6.1. Источники тепла в зоне резании.
Наиболее интенсивное выделение тепла происходит в области стружкообразования, прилегающей к плоскости скалывания 1—1 в этой области теплота выделяется в результате двух одновременно протекающих процессов: во-первых, в результате пластической деформации сдвига элементов образующейся стружки по плоскости скалывания; во-вторых, в результате пластической деформации сжатия и частично пластической деформации смятия тонкого слоя металла примыкающего к плоскости скалывания со стороны срезаемого слоя припуска. Этот слой показан на рис.6.2. и выделен штриховкой.
Рис.6.2. Слой упруго-пластической деформации впереди зоны стружкообразования, перед плоскостью скалывания 1-1
Упругая деформация всегда предшествует пластической деформации и потому имеет место и при пластической деформации срезаемого слоя при резании металлов. Пластическая деформация в этом слое обнаруживается путем измерения микротвердости и существует по той же причине, что и деформация материала под поверхностью резания и под обработанной поверхностью. Возможно количество тепла, выделяющегося в результате упругой деформации невелико, но предполагать вероятность этого процесса и учитывать его существование необходимо.
Общее количество выделяющегося при резании тепла равно сумме тепла, выделевшегося во всех перечисленных выше источниках:

Тепло, образующееся в процессе резания, не аккумулируется в местах его образования, а распространяется от точек с более высокой температурой к точкам с низкой температурой. Из зоны резания тепло уносится со стружкой (q1), передается в заготовку (q2) и инструмент (q3) и распространяется в окружающую среду (q4).Тепловой баланс процесса резания может быть выражен уравнением:
Q 1 + Q 2 + Q 3 = q 1 + q 2 + q 3 + q 4
Соотношение количества тепла, отводимого со стружкой в деталь, в инструмент и окружающую среду, зависит от физико-механических свойств обрабатываемого материала, режима резания, геометрии режущего инструмента и внешних условий, в которых осуществляется резание.
Рис.6.3. Зависимость образования и распределения теплоты, от скорости резания.
В начале обработки температура в зоне резания растет до какого-то определенного значения и устанавливается постоянной, соответствующей стационарному тепловому режиму, при котором выделение тепла равняется отводу его по перечисленным направлениям. Для практических целей наибольший интерес представляет температура рабочей части инструмента и обрабатываемой заготовки. Тепло, переходящее в заготовку, увеличивает ее температуру и вызывает температурное изменение ее размеров и коробление, подчас являющееся причинами брака.
Теплота, переходящая в инструмент, при всей своей относительной незначительности, концентрируясь в малых объемах материала инструмента, вызывает сильный разогрев его в этих объемах и снижение режущих свойств и износоустойчивости инструмента. С увеличением скорости резания доля тепла, переходящего в инструмент, уменьшается, но абсолютное его количество возрастает и температура в зоне резания увеличивается до значений, близких к температуре красностойкости металла инструмента.
6.2 Методы измерения температуры в зоне резания
Существует несколько методов измерения температуры в зоне резания. Калориметрический метод (Рис.6.4) заключается в том, что стружка собирается в калориметре с водой. Зная количество воды в калориметре, вес стружки и ее теплоемкость, можно определить среднюю температуру стружки по разности температуры воды в калориметре до, и после резания.

где:  средняя температура стружки,
средняя температура стружки,
 — температура смеси воды и стружки в калориметре,
— температура смеси воды и стружки в калориметре,
 - вес воды в калориметре,
- вес воды в калориметре,
 - вес стружки в калориметре.
- вес стружки в калориметре.
Рис.6.4. Схема измерения температуры калоритмическим методом.
Температуру поверхности инструмента за пределами зоны его контакта с обрабатываемым изделием или стружкой можно определить с помощью термочувствительных красок, которые изменяют свой цвет при нагревании до определенной температуры.
Рис.6.5 Схема измерения температуры в зоне резания методом естественной термопары, где 1- обрабатываемая заготовка, 2- резец, 3-изоляция, 4-милливольтметр.
Метод измерения температуры с помощью термопар является наиболее удобным и более широко применяется в современных исследованиях. Метод измерения естественной термопарой (Рис.6.5) наиболее прост по осуществлению, но для получения абсолютных значений температур требует проведения очень трудоемкой операции градирования термопары «инструмент — обрабатываемый материал».
Для наблюдения за изменением температуры контактных слоев стружки при перемещении ее по длине контакта может применяться «бегущая термопара». Суть этого метода заключается в том, что в заготовку заделываются термопары, которые при перерезании их режущим лезвием инструмента образуют слой термопары, скользящий (бегущей) по передней и задней поверхностям. Схема метода представлена на рис.6.6.
Рис.6.6.Схема измерения температуры на передней и задней поверхностях инструмента методом бегущей термопары.
Разновидностью метода естественной термопары является «метод двух резцов» (рис.6.7), который сводится к резанию одновременно двумя резцами, изготовленными из разных материалов. Этот метод позволяет исключить мучительный процесс градирования термопары для каждого вида обрабатываемого материала; термопара градируется один раз, и полученная градуировочная кривая используется для всех обрабатываемых материалов.
Рис.6.7. Схема измерения термопары методом «двух резцов»
6.3. Температурное поле после резца
Измерениями установлено, что теплота в зоне резания распределяется неравномерно. Наибольшая температура действует на передней поверхности при удалении от главной режущей кромки на 1/3 длины контакта стружки с передней поверхностью. Совокупность мгновенных значений температуры в различных точках зоны резания называется температурным полем. Температурное поле дает наиболее яркую и полную картину температурной обстановки в зоне резания.
Рис.6.8 Температурное поле (а) и распределение температуры в зоне резания (б).
6.4 Зависимость температуры от элементов режима резания
Многочисленные исследования зависимости температуры от различных факторов показывают, что температура в зоне резания зависит от физико-механических свойств обрабатываемого материала, режима резания, геометрии режущего инструмента и многих других условий. Наибольшее влияние на температуру в зоне резания оказывает скорость резания, в меньшей степени влияет подача, а влияние глубины резания почти не обнаруживается. Из геометрических параметров режущей части инструмента наиболее сильно на температуру резания влияют передний угол, главный угол в плане и радиус закругления при вершине, сопряжения главной и вспомогательной режущих кромок на вершине режущего лезвия инструмента.
Различными исследованиями предложен ряд аналитических и эмпирических формул для расчета температуры в зоне резания. Аналитические формулы сложны и включают в себя большое число не всегда известных величин. Эмпирические же формулы просты, но справедливы лишь в пределах условий проведения эксперимента. Структура эмпирических формул зависит от числа учтенных факторов, оказывающих какое-либо влияние на величину температуры в зоне резания. Наиболее общими являются формулы вида:

где:  — температура в зоне резания, С
— температура в зоне резания, С  ;
;
 - глубина резания, мм;
- глубина резания, мм;
 - подача, мм/об;
- подача, мм/об;
 - скорость резания,
- скорость резания,  ;
;
 - константа, учитывающая условия резания.
- константа, учитывающая условия резания.
 - показатели степени, показывающие степень влияния каждого элемента режима резания на температуру в зоне резания.
- показатели степени, показывающие степень влияния каждого элемента режима резания на температуру в зоне резания.
Наиболее часто величина показателей степени для каждого из элементов режима резания находиться в пределах:
 ;
;

Это показывает, что наиболее сильно на температуру в зоне резания влияет скорость резания, слабее влияет подача, а глубина резания не оказывает на нее существенного влияния. Это объясняется тем, что с увеличением глубины резания пропорционально ей увеличивается длина рабочего участка главной режущей кромки, и напряженность процесса резания не изменяется, остается прежней.
Лекция 7.
Износ режущих инструментов
7.1. Общие положения
Режущий инструмент в процессе резания воздействует на обрабатываемый материал и вызывает образование стружки и формирование новой поверхности, однако сам при этом подвергается воздействию со стороны обрабатываемого материала и интенсивно изнашивается. Режущие инструменты работают в чрезвычайно тяжелых условиях действия громадных давлений на поверхностях контакта и высокой температуры, в условиях трения чистых, вновь образованных (ювенильных) поверхностей. По этим причинам интенсивность изнашивания режущих инструментов в тысячи и десятки тысяч раз превосходит интенсивность изнашивания трущихся деталей машин. Так, согласно результатам проведенных в (Грузинском Политехническом Институте) исследований износ трущихся поверхностей деталей машин, например шеек коленчатых валов двигателей внутреннего сгорания, до предельно допустимой величины происходит после пути трения  метров, а износ режущих инструментов до установленной нормативной величины износа, наблюдается уже после пути трения всего лишь
метров, а износ режущих инструментов до установленной нормативной величины износа, наблюдается уже после пути трения всего лишь  метров. Путь трения при резании легко определяется умножением скорости резания (м/мин) на величину стойкости (мин). Так, например, при скорости резания 100 м/мин и нормативной стойкости 30 мин, путь, пройденный режущим инструментом по поверхности резания, составит:
метров. Путь трения при резании легко определяется умножением скорости резания (м/мин) на величину стойкости (мин). Так, например, при скорости резания 100 м/мин и нормативной стойкости 30 мин, путь, пройденный режущим инструментом по поверхности резания, составит:

что подтверждает сказанное выше сравнение интенсивности изнашивания трущихся деталей машин и режущих инструментов.
В результате изнашивания режущее лезвие инструмента теряет свою первоначальную форму и, как следствие, режущую способность. Для восстановления режущей способности инструмента производится затачивание его рабочих поверхностей. В процессе затачивания инструмента с его рабочей части срезаются довольно большие слои дорогостоящего инструментального материала. Кроме того, на смену затупившегося инструмента затрачивается время, которое увеличивает продолжительность операции механической обработки, а следовательно и ее стоимость; срезаемый при затачивании абразивным инструментом дорогостоящий инструментальный материал переводится в шлам и безвозвратно теряется. В целом все это существенно удорожает механическую обработку и ограничивает ее эффективность. Поэтому, задача уменьшения интенсивности изнашивания режущих инструментов и увеличения срока его службы была и остается одной из главных задач металлообработки.
7.2. Характер износа режущих инструментов
Характер износа режущего инструмента, то есть распределение его по рабочим поверхностям инструмента, зависит от многих конкретных условий, в которых производится резание. Износ режущего инструмента выражается в появлении лунки на передней поверхности, площадок износа на главной и вспомогательной задних поверхностях и в уменьшении вылета вершины резца или режущего лезвия иного инструмента.
Рис. 7.1 Распределение износа по поверхностям инструмента:
а- общий вид режущей части инструмента со следами износа;
б- износ по задней поверхности;
в- износ по передней поверхности.
Износ режущего инструмента только по задней поверхности наблюдается при обработке хрупких материалов, при резании которых образуется стружка надлома, не представляющая собой сплошного прочного тела. Износ по задней поверхности является также превалирующим в случае резания с малыми толщинами среза, при малых значениях задних углов и при обработке сталей и сплавов, обладающих ярко выраженным упругим последствием и сильным обработочным упрочнением.
Износ режущего инструмента только по передней поверхности происходит в случае обработки вязких металлов с большими сечениями среза, когда образуется устойчивый нарост, исключающий контакт задней поверхности с обрабатываемым материалом. В большинстве же случаев практики резания металлов инструмент изнашивается как по передней, так и по обеим задним поверхностям (рис. 7.2 и рис.7.3).
Рис. 7.2 Параметры изношенного инструмента.
Рис.7.3. Износ резцов из быстрорежущей стали Р18 при точении стали 40Х: (а) по задней, (б) передней поверхностям; твердого сплава ВК8 при точении коррозионно-стойкой стали: (в) по задней, (г) передней поверхностям.
Изнашивание передней поверхности происходит, как правило, на некотором удалении от главной режущей кромки. Образующаяся лунка с течением времени работы резца углубляется и незначительно расширяется в сторону от режущей кромки. Износ инструмента полностью характеризуется указанными ниже параметрами.
Ширина фаски на задней поверхности h з, исключая период начального изнашивания, растет пропорционально времени резания. Ширина лунки В изменяется очень мало, а ширина полки f n на передней поверхности уменьшается. Установлено, что работоспособность режущего инструмента в значительной мере определяется наличием полки на его передней поверхности. Разрушение ее приводит к потере режущей способности инструмента и его катастрофическому разрушению – посадке. На рис.8.4 показаны наиболее характерные зависимости величины износа резца из быстрорежущей стали от времени резания при точении стали 40Х
Рис.7.4 Характерные зависимости износа режущего инструмента от времени резания. Глубина резания – 1,5 мм, подача – 0,25 мм/об, скорость резания –35 м/мин.
Критериями затупления инструмента и необходимости его переточки наряду с указанными также могут быть: ухудшение качества обработанной поверхности, образовании фаски износа на задней поверхности инструмента, появление на ней светлых полос, вибрации, увеличение потребляемой мощности и другие.
Обычно за критерий затупления принимается величина (ширина) площадки износа на задней поверхности режущего инструмента как наиболее легко обнаруживаемая и измеряемая
При выполнении различных исследований или оценке эффективности какого-либо технического мероприятия износ режущего инструмента может оцениваться в относительных единицах величиной относительного износа. Относительный износ выражается величиной износа по любому из перечисленных выше критериев, отнесенной к показателю выполненного объема работы: пройденному при заданном режиме пути резания, площади обработанной поверхности, объему или весу срезанного материала. Наиболее часто относительный износ выражают отношением величины износа по задней поверхности ( ) к величине пройденного (L) пути резания.
) к величине пройденного (L) пути резания.
Время работы режущего инструмента до затупления по выбранному и принятому критерию называется стойкостью, или периодом стойкости, обозначающимися прописной буквой Т латинского алфавита.
7.2. Механизм изнашивания режущего инструмента
Рабочие поверхности режущего инструмента изнашиваются как от механического воздействия на него обрабатываемого материала, так и в результате молекулярно-термических процессов происходящих в зоне резания на поверхностях контакта инструмента с обрабатываемым материалом. Инструмент может подвергаться различным по своей природе,видам изнашивания: абразивному, адгезионному, химическому, диффузионному, электроэрозионному и другим. В процессе резания все эти виды изнашивания могут иметь место, но в зависимости от конкретных условий один из них является доминирующим, определяющим интенсивность изнашивания и стойкость режущего инструмента.
Абразивное изнашивание. Происходит по причине царапания поверхностей инструмента твердыми включениями обрабатываемого материала. Твердые включения при этом как микрорезцы скоблят поверхность инструмента.
Рис. 7.5 Абразивное изнашивание:
О.М- обрабатываемый материал;
И.М. — инструментальный материал.
Рис. 7.6 Абразивно-химическое изнашивание
М- инструментальный материал,
С- среда,
М х С  — пленка химического соединения толщиной
— пленка химического соединения толщиной  ,
,
 - время восстановления пленки до толщины .
- время восстановления пленки до толщины .
Частицы инструментального материала, вырываемые стружкой или частицы периодически разрушающегося нароста, обладающего твердостью, близкой к твердости инструментального материала, проволакиваясь по контактным поверхностям, уносят некоторый объем инструментального материала и оставляют следы в виде царапин. При резании твердым сплавом абразивный износ происходит путем выскабливания мягкой кобальтовой связки и механического вырывания твердых зерен карбидов.
При резании в химически активных средах возможен абразивно-химический износ в результате интенсивного образования, соскабливания и уноса образующихся мягких пленок соединений элементов среды с материалом инструмента.
Адгезионное изнашивание. Совершается путем отрыва силами адгезии мельчайших частиц инструментального материала. Поскольку при резании на поверхностях контакта действуют колоссальные давления и в контакт приходят вновь образованные ювенильные поверхности, свободные от каких-либо пленок, создаются благоприятные условия для интенсивной адгезии контактирующих материалов. При сближении их на расстояние примерно 100 ангстрем проявляются силы молекулярного взаимодействия и образуются так называемые «мостики холодного сваривания». Разрушение может проходить как в объеме инструментального материала, так и по объему менее прочного обрабатываемого материала. В этом случае образовавшийся на поверхности инструмента налип вызывает осложнение перемещения стружки, дополнительное ее деформирование и локальное повышение температуры, которое приводит к ослаблению сил металлической связи инструментального материала.
Рис. 7.7. Адгезионное изнашивание.
А- мостики холодного сваривания,
Б- зависимость твердости обрабатываемого (О.М.) и инструментального (И.М.) материалов от температуры.
tкр — температура красностойкости инструментального материала
Приближенно закономерность адгезионного изнашивания выражается зависимостью:

 ,
,
Где  - твердость инструментального материала;
- твердость инструментального материала;  - Твердость обратываемого материала; L - путь, пройденный инструментом до полного затупления в течении всего периода стойкости.
- Твердость обратываемого материала; L - путь, пройденный инструментом до полного затупления в течении всего периода стойкости.
Диффузионное изнашивание. При резании на высоких скоростях, когда в зоне резания развивается температура порядка 1000  , обрабатываемый материал сильно размягчается, а соотношение твердостей и становится очень большим, износ режущего инструмента, однако, не только не уменьшается, но еще больше возрастает. Дело здесь в том, что при высокой температуре становится ощутимым процесс взаимного диффузионного растворения инструментального и обрабатываемого материалов. Известно, что при комнатной температуре процесс диффузии идет неощутимо медленно, но при температурах, близких к температурам плавления, скорость процесса диффузии возрастает в миллионы раз. Поскольку при резании время контакта обрабатываемого материала с инструментальным исчисляется сотыми и тысячными долями секунды, градиент концентрации постоянно велик и диффузионный износ протекает весьма интенсивно.
, обрабатываемый материал сильно размягчается, а соотношение твердостей и становится очень большим, износ режущего инструмента, однако, не только не уменьшается, но еще больше возрастает. Дело здесь в том, что при высокой температуре становится ощутимым процесс взаимного диффузионного растворения инструментального и обрабатываемого материалов. Известно, что при комнатной температуре процесс диффузии идет неощутимо медленно, но при температурах, близких к температурам плавления, скорость процесса диффузии возрастает в миллионы раз. Поскольку при резании время контакта обрабатываемого материала с инструментальным исчисляется сотыми и тысячными долями секунды, градиент концентрации постоянно велик и диффузионный износ протекает весьма интенсивно.
Рис. 7.8. Диффузионное изнашивание режущих инструментов. y-толщина диффузионного слоя.
Количество вещества одного компонента, выраженное в молях, продиффундировавшее в другой компонент, выражается уравнением:
где: Д- коэффициент диффузии;
М – количество вещества;
dC/dx - градиент концентрации;
dB - площадь, через которую идет диффузия;
d  - время диффузии.
- время диффузии.

где: А  — предэкспоненциальный множитель, формально равный коэффициенту диффузии при температуре, равной бесконечности;
— предэкспоненциальный множитель, формально равный коэффициенту диффузии при температуре, равной бесконечности;
Q — энергия разрыхления, необходимая для ослабления связей между атомами кристаллической решетки до возможности их миграции;
R — газовая постоянная;
Интенсивность диффузионного изнашивания может быть выражена толщиной диффузионного слоя, который зависит от времени и коэффициента диффузии. Зависимость эта подчиняется закону параболы:


где: y - толщина слоя диффузионной пленки;  — время диффузии.
— время диффузии.
В результате диффузии в поверхностных слоях твердого сплава образуется железо-вольфрамовый карбид  , пластичная кобальтовая связка превращается в хрупкую фазу, представляющую собой двойной карбид
, пластичная кобальтовая связка превращается в хрупкую фазу, представляющую собой двойной карбид  . Охрупчивание связки твердого сплава приводит к тому, что в процессе резания наряду с диффузионным растворением происходит хрупкое разрушение материла связки и унос целых блоков зерен твердого сплава. В двухкарбидных сплавах карбиды титана, растворяясь медленнее, образуют выступы и впадины, которые заполняются материалом стружки. Время диффузии в этих условиях увеличивается, и в результате резкого уменьшения градиента концентрации, диффузия и износ уменьшаются.
. Охрупчивание связки твердого сплава приводит к тому, что в процессе резания наряду с диффузионным растворением происходит хрупкое разрушение материла связки и унос целых блоков зерен твердого сплава. В двухкарбидных сплавах карбиды титана, растворяясь медленнее, образуют выступы и впадины, которые заполняются материалом стружки. Время диффузии в этих условиях увеличивается, и в результате резкого уменьшения градиента концентрации, диффузия и износ уменьшаются.
Электроэрозионное изнашивание. Происходит в результате действия электрического тока, образующегося под влиянием термоэлектродвижущей силы (ТЭДС). В связи с тем, что инструмент и обрабатываемый материал контактируют в отдельных точках с разной температурой, в каждой точке действует ТЭДС разной величины. В результате в зоне резания образуется сложная система электрических цепей (контуров), при разрыве которых происходит перенос капли одного из материалов на поверхность другого в зависимости от знака заряда поверхности. При переносе капли обрабатываемого материала на поверхность инструмента она приваривается к поверхности инструмента и образует порог, который выламывается вместе с объемом инструментального материала. Кроме того твердая затвердевшая капля проволакиваясь между обрабатываемым материалом и инструментом царапает поверхность последнего и усиливает абразивное изнашивание. Такой механизм изнашивания, надо полагать, значительно усиливает изнашивание твердосплавных инструментов, работающих при больших скоростях резания, при которых в зоне резания развиваются ТЭДС до нескольких десятков милливольт, а температура находится в пределах 1000 . Твердая частица в этом случае легко выскабливает размягченную и выдавленную на поверхность кобальтовую связку, недостаток которой ослабляет соединение твердых карбидных зерен твердого сплава. Выкрашивание их приводит к лавинообразному развитию изнашивания инструмента.
Лекция 8.
Зависимость стойкости режущего инструмента от скорости резания и причины ее немонотонности
Многочисленными исследованиями, проведенными к настоящему времени, установлено, что зависимость стойкости от скорости резания носит экстремальный характер. При обработке разных материалов эта зависимость имеет различный вид. Наиболее типичной является зависимость с двумя максимальными значениями стойкости при разных скоростях резания. Такая зависимость показана на рис.8.1. Здесь стойкость Т имеет максимальные значения при скоростях резания  и
и  .
.
Рис. 8.1. Зависимость стойкости Т режущего инструмента от скорости резания  в широком диапазоне ее изменения ( <
в широком диапазоне ее изменения ( <  < ).
< ).
Несмотря на богатый экспериментальный опыт многочисленных стойкостных испытаний, причины такой немонотонной зависимости T=f( ) оставались не вполне ясными в течение длительного времени.
В настоящее время существование «переломов» на кривых зависимости стойкости от скорости резания объясняется изменением природы и интенсивности преобладающего вида износа. Как было отмечено выше, наиболее типичной для резания металлов является зависимость с двумя максимумами стойкости. Эти максимумы стойкости в зависимости от свойств инструментального и обрабатываемого материалов могут смещаться в сторону больших или меньших скоростей. Экстремальный характер зависимости T-  обусловлен наличием адгезионного и диффузионного процессов изнашивания и изменением их интенсивности при изменении скорости и температуры резания. Только эти два вида изнашивания конкурируют между собой по интенсивности и преобладанию. Интенсивность других видов изнашивания (абразивно-механического, электроэррозионного и др.) слабо зависит от температуры и, следовательно от скорости резания. Поэтому относительный износ
обусловлен наличием адгезионного и диффузионного процессов изнашивания и изменением их интенсивности при изменении скорости и температуры резания. Только эти два вида изнашивания конкурируют между собой по интенсивности и преобладанию. Интенсивность других видов изнашивания (абразивно-механического, электроэррозионного и др.) слабо зависит от температуры и, следовательно от скорости резания. Поэтому относительный износ  (износ приходящийся на единицу пути резания) можно представить как сумму адгезионного DА и диффузионного DД изнашивания.
(износ приходящийся на единицу пути резания) можно представить как сумму адгезионного DА и диффузионного DД изнашивания.
D=DА+DД
При увеличении скорости резания от до температура в зоне резания возрастет и соотношение твердостей инструментального и обрабатываемого материалов увеличится настолько, что интенсивность адгезионного изнашивания, подчиняющегося закону:
резко снизится и относительный износ за счет этого уменьшится, и будет далее уменьшаться с ростом скорости до .
Рис. 8.2. Зависимость стойкости режущего инструмента Т и его относительного износа от скорости резания.
- сумарный относительный износ,
 - доля адгезионного износа,
- доля адгезионного износа,
 - доля диффузионного износа.
- доля диффузионного износа.
Однако, начиная со скорости , начинает проявляться диффузионное изнашивание. При дальнейшем увеличении скорости резания диффузионный износ интенсифицируется и начиная со скорости становится преобладающим. Адгезионный износ уменьшается и не играет существенной роли в интенсивности суммарного износа. Суммарный износ увеличивается за счет резкого увеличения интенсивности диффузионного изнашивания. Стойкость режущего инструмента при этом, естественно, уменьшается. Такой приближенной схемой описывается немонотонный характер зависимости стойкости режущего инструмента от скорости резания.
Безусловно, эта схема требует дальнейшей проработки и количественных оценок интенсивности того и другого видов изнашивания. Требуется количественное сопоставление и в различных диапазонах скоростей резания, но в настоящее время еще нет для этого необходимых экспериментальных данных, не хватает еще накопленной, экспериментальной подтвержденной, достоверной информации. Представленная схема в какой-то мере объясняет причины немонотонной зависимости стойкости режущего инструмента от скорости резания и определяет направление дальнейших исследований в этой области.
Лекция 9.
Основой закон стойкости
Немонотонная зависимость T -  наблюдается при изменении скорости резания в широком диапазоне. Однако, если учесть, что каждый инструментальный материал предназначен для работы в определенном диапазоне скоростей резания, свойственных этому материалу, то можно эту зависимость для ограниченного диапазона скоростей считать и представить монотонной.
наблюдается при изменении скорости резания в широком диапазоне. Однако, если учесть, что каждый инструментальный материал предназначен для работы в определенном диапазоне скоростей резания, свойственных этому материалу, то можно эту зависимость для ограниченного диапазона скоростей считать и представить монотонной.
Действительно, на скоростях, свойственных резанию быстрорежущим инструментом, твердый сплав не используется, из-за низкой эффективности, а на скоростях порядка сотен метров, свойственных резанию твердосплавным инструментом, быстрорежущие инструменты не применяются из-за недостаточной температуры красностойкости быстрорежущих сталей. На таких скоростях быстрорежущие инструменты работать не могут.
Таким образом, в ограниченном диапазоне скоростей резания зависимость стойкости режущего инструмента от скорости резания является монотонной, графически выражающейся прямой линией в логарифмических координатах.
Рис.9.1. Зависимость стойкости режущего инструмента от скорости резания.
Такая зависимость представлена на рис.9.1. Здесь видно, что при приятых значениях скорости резания v1, v2, v3 соответствующие им значения стойкости режущего инструмента будут Т 1, Т 2, Т 3. Эта зависимость стойкости режущего инструмента от скорости резания может быть представлена выражением

откуда  или
или  ,
,
где: v – скорость резания (м/мин), соответствующая стойкости режущего инструмента Т;
Т – стойкость режущего инструмента, мин;
С – константа, зависящая от свойств обрабатываемого материала;
m – показатель относительной стойкости.
Величина показателя относительной стойкости изменяется в узких пределах ( от 0,15 до 0,35) в зависимости от свойств инструментального материала и вида обработки.
от 0,15 до 0,35) в зависимости от свойств инструментального материала и вида обработки.
Представленная выше зависимость
 ;
;
называется основным законом стойкости. Эта зависимость является основной частью, а лучше сказать – основой, всех эмпирических формул, по которым производится расч¨т скорости резания для всех видов механической обработки металлов резанием. Оптимальной скоростью резания называется скорость, которая обеспечивает максимальную производительность при наименьшей стоимости обработки.
Формулы, по которым производится расчет этой оптимальной скорости резания для разных видов обработки резанием имеют различный вид, поскольку в них кроме основного закона стойкости входят остальные (кроме скорости резания) элементы режима резания и другие показатели, характерные для данного вида обработки. В качестве примеров ниже приведены формулы для разных видов механической обработки резанием.
Точение:
 ;
;
Здесь в формулу введены глубина резания t, подача s и коэффициент Kv, учитывающий конкретные условия резания.
Сверление:  ;
;
Фрезерование:  ;
;
В формулу для расч¨та скорости резни при фрезеровании введены диаметр фрезы Dфр, подача на зуб sz, ширина фрезерования B и число зубьев фрезы z.
Посмотрите внимательно на эти формулы, и вы увидите, что основой всех этих различных по внешнему виду формул является основной закон стойкости, с него начинается написание всех формул, по которым рассчитываются величина оптимальной скорости резания для всех видов механической обработки, всех видов резания металлов.

Лекция 10.
Роль внешней среды при резании металлов
10.1. Действия внешних сред в зоне резания
Напряженность процесса резания, интенсивность изнашивания режущего инструмента и качество обработанной поверхности зависят от свойств той внешней среды, в которой осуществляется резание. Окружающий зону резания атмосферный воздух является активной естественной внешней средой, благотворно влияющей на процесс резания. Кислород воздуха активно участвует в образовании пленок оксидов на поверхностях инструмента и обрабатываемого материала. Эти пленки экранируют силы молекулярного взаимодействия и предотвращают адгезионное схватывание и образование мостиков холодного сваривания инструментального и обрабатываемого материалов. Резание в вакууме, без кислорода, практически невозможно, вместо образования привычного вида стружки происходит комкование срезаемого слоя металла на передней поверхности инструмента; резание происходит неустойчиво с большими колебаниями силы резания, рывками и грубой вибрацией. Для улучшения трибологической обстановки в зоне резания применяют искусственные технологические среды. Направленное изменение свойств этих сред является одним из путей управления процессом резания и изнашивания режущих инструментов. Искусственно вводимые в зону резания среды могут быть жидкими, твердыми или газообразными.
Наиболее часто в качестве внешних сред, благотворно влияющих на процесс резания и изнашивания режущих инструментов, издавна применяются различные смазочно-охлаждающие жидкости (СОЖ). Первые исследования влияния смазочно-охлаждающих жидкостей на процесс резания и качество обрабатываемой поверхности проведены в нашей стране в начале 20-го века. По своему составу и виду основы смазочно-охлаждающие жидкости подразделяются на три группы: масляные жидкости, водные эмульсии минеральных масел и синтетические жидкости.
Масляные СОЖ представляют собой минеральные масла, в которые добавлены антифрикционные, антиадгезионные, противозадирные и другие присадки и ингибиторы коррозии. Активными (режущими) присадками служат масла и жиры растительного и животного происхождения и вещества, содержащие фосфор, хлор, серу. Общий объем присадок в масляных СОЖ может доходить до 40%.
Водные эмульсии минеральных масел приготавливаются из воды и эмульсолов. Содержание эмульсола в воде обычно бывает от 2 до 10%, в зависимости от вида выполняемой операции и напряженности режима резания. В состав эмульсолов входят: минеральное масло, эмульгаторы, ингибиторы коррозии, бактерицидные, антиизносные, антипенные и другие присадки. При смешивании эмульсола с водой образуется непрозрачная эмульсия молочно-белого цвета.
Синтетические СОЖ представляют собой водные растворы водорастворимых полимеров, поверхностно-активных веществ (ПАВ) и ингибиторов коррозии.
Смазочно-охлаждающие жидкости, подаваемые в зону резания, оказывают смазочное, охлаждающее и моющее действия. Роль и значение каждого из этих действий зависят от вида операции механической обработки и свойств обрабатываемого и инструментального материалов.
Моющее действие СОЖ заключается в образовании на мелких частицах стружки, нароста и продуктах износа адсорбционных пленок, препятствующих их слипанию. В результате частицы легко уносятся струей СОЖ, что приводит к уменьшению абразивного износа режущего инструмента. Охлаждающее действие СОЖ проявляется, как в поглощении уже выделившейся теплоты, так и в устранении или уменьшении причин ее выделения. Уменьшение температуры в зоне резания и охлаждение режущего инструмента способствуют сохранению режущих свойств инструмента и износостойкости инструментального материала.
Смазочное действие СОЖ заключается в образовании на трущихся поверхностях различных по своей физико-химической природе пленок, уменьшающих силы трения и износ контактирующих поверхностей путем предотвращения или ограничения явлений адгезии и схватывания обрабатываемого материала с материалом режущего инструмента.
В настоящее время мнение большинства исследователей склоняется к тому, что смазочное действие СОЖ является их основным и наиболее значимым действием во всем возможном диапазоне скоростей и температуры резания.
Работами академика П.А. Ребиндера и его школы установлено, что совместно с внешнесмазочным действием адсорбционных пленок смазочно-охлаждающие жидкости в определенных условиях могут оказывать “внутреннее смазочное действие”. Поверхностно-активные вещества, входящие в состав смазочно-охлаждающих жидкостей, проникают в зону деформации по плоскостям скольжения в отдельных зернах обрабатываемого металла и тем самым облегчают процесс пластической деформации срезаемого слоя. Продукты распада адсорбированных поверхностно-активных веществ внедряются в кристаллическую решетку наиболее деформированных зерен металла, переводя его в более хрупкое состояние. Такое охрупчивание приводит к уменьшению величины предельной пластической деформации срезаемого слоя перед разрушением и уменьшению работы резания.
10.2. Проникновение внешней среды на поверхности контакта режущего инструмента с обрабатываемым материалом.
Проявление благотворного влияния технологических сред на процесс резания и изнашивания режущего инструмента возможно лишь при условии проникновения их на поверхности контакта

Рис.10.1. Микрофотография корня стружки скалывания, полученного при точении стали 12Х18Н10Т.
режущего инструмента с обрабатываемым материалом. При низких скоростях резания контакт режущего инструмента и обрабатываемого материала не сплошной и вся зона его испещрена мельчайшими порами – капиллярами размером от долей микрометра до нескольких их десятков. Периодическое торможение и остановка отдельных объемов срезаемого слоя металла на поверхности инструмента вызывают образование вакуумных полостей, способствующих проникновению смазочной жидкости или иной технологической среды в зону резания и образованию смазочных слоев на поверхностях контакта режущего инструмента с обрабатываемым материалом. Сказанное иллюстрируется микрофотографией корня стружки на рис.11.1., полученной при точении коррозионно-стойкой стали 12Х18Н10Т резцом из быстрорежущей стали Р18. Посмотрите на эту уже знакомую вам фотографию с новой позиции оценки возможности проникновения среды в зону резания и на поверхности контакта инструмента с обрабатываемым материалом. Здесь видно, что отдельные элементы типичной стружки скалывания разделены между собой капиллярами, насквозь пронизывающими стружку на всю ее толщину, с прирезцовой стороны стружки рядом с каждым
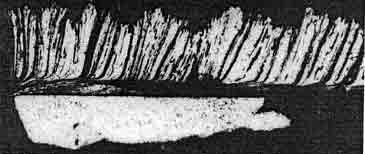
Рис.10.2. Микрофотография сливной стружки стали 12Х18Н10Т.
элементом видны вакуумные полости, ширина которых составляет примерно третью – четвертую часть ширины основания элемента стружки. При образовании сливной стружки отдельные элементы ее слабо различимы, но капилляры в ней видны достаточно четко, например, на фотографии рис.11.2. Вакуумные полости образуются также в результате частичного разрушения нароста.
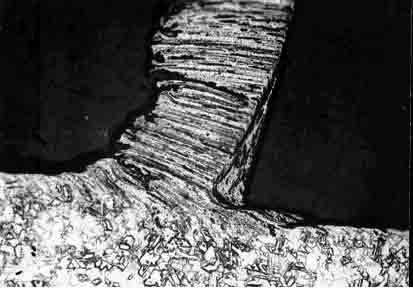
Рис.10.3. Корень стружки с наростом.
Справа от основания нароста видна часть вершины нароста. Между основанием нароста, в передней его части, и обрабатываемым материалом образовалась вакуумная полость.
На рис.10.3. и 10.4. представлены микрофотографии корней стружки с наростом. Здесь видны вакуумные полости, образовавшиеся при отрыве или разрушении части вершины нароста сходящей по нему стружкой. Представленные фотографии убедительно показывают, наличие капилляров и полостей, которые образуются в процессе резания и, естественно, заполняются окружающей зону резания технологической средой. Среда таким путем поступает на поверхность контакта инструмента с обрабатываемым материалом.

Рис.10.4. Нарост с разрушенной вершиной.
Кроме того, при резании металлов низкочастотные колебания заготовки не совпадают по фазе с высокочастотными колебаниями инструмента, в результате чего поверхность контакта его с обрабатываемым материалом периодически становится открытой для проникновения внешней среды на поверхности контакта режущего инструмента с обрабатываемым материалом. Это предположение поясняется схемой на рис.10.5. Согласно этой схеме в какой-то текущий момент, например,  заготовка 1 и инструмент 2 в своих колебаниях движутся навстречу друг другу, их контакт уплотняется, при этом условия проникновения внешней среды ухудшаются. Однако, в какой-то следующий момент
заготовка 1 и инструмент 2 в своих колебаниях движутся навстречу друг другу, их контакт уплотняется, при этом условия проникновения внешней среды ухудшаются. Однако, в какой-то следующий момент  заготовка и инструмент идут в разные стороны, а в момент
заготовка и инструмент идут в разные стороны, а в момент  они перемещаются в одну сторону, но с разными скоростями. Эти примеры показывают, что в разные моменты времени плотность контакта инструмента с обрабатываемым материалом различна и достаточно велика вероятность полного нарушения контакта и образования открытых каналов для проникновения в них окружающей среды и образования смазочных слоев.
они перемещаются в одну сторону, но с разными скоростями. Эти примеры показывают, что в разные моменты времени плотность контакта инструмента с обрабатываемым материалом различна и достаточно велика вероятность полного нарушения контакта и образования открытых каналов для проникновения в них окружающей среды и образования смазочных слоев.
Рис.10. 5. Схема колебательных движений заготовки 1 и режущего инструмента 2 в процессе резания.
Хотя механизм проникновения технологических сред в зону резания до настоящего времени остается предметом обсуждения, установленным является тот факт, что СОЖ и другие среды, несмотря на громадные давления, проникают на поверхности контакта и существенно влияют на процесс резания и изнашивания режущего инструмента, Поскольку температура в зоне резания почти всегда выше 100 oС, жидкость попадает на поверхности контакта не в обычном своем агрегатном состоянии, а в виде паров и отдельных частиц – молекул, их радикалов или ионов.
Путем применения СОЖ можно существенно повысить экономичность механической обработки. В некоторых случаях применение эффективной технологической среды является единственным техническим средством, обеспечивающим возможность нормального резания. Решение вопросов применения СОЖ и других сред при резании металлов осуществляется двумя путями: синтезированием эффективных смазочно-охлаждающих жидкостей и разработкой новых способов подачи их в зону резания, путем создания новых технологических сред.
Эффективность какой-либо технологической среды может оцениваться коэффициентом увеличения стойкости инструмента КТ, представляющим собой отношение стойкости режущего инструмента ТТ.С ., при применении какой-то технологической среды или выбранного какого-то способа ее подачи, к стойкости режущего инструмента на той же технологической операции и при том же режиме резания, в среде атмосферного воздуха Т возд.
 .
.
Здесь видно, что чем эффективнее среда или метод ее подачи, тем больше значение этого коэффициента.
Применение СОЖ обычно обеспечивает увеличение стойкости режущего инструмента в 1,5 – 2,0 раза. Соответственно этому и коэффициент увеличения стойкости имеет значения КТ = 1,5 – 2,0 в зависимости от химического состава, смазочно-охлаждающей жидкости и способа ее подачи в зону резания.
Лекция 11.
Способы и техника применения технологических сред при резании металлов
Смазочно-охлаждающие жидкости и другие средства могут подаваться в зону резания различными способами, различными устройствами в разном своем агрегатном состоянии: твердого тела, жидкости или газа.
11.1. Подача смазочно-охлаждающей жидкости в зону резания поливом свободно падающей струей.
В практике машиностроения наиболее часто СОЖ подается в зону резания поливом в виде свободно падающей струи. На рис.11.1. представлен пример практической реализации схемы подачи СОЖ на токарном станке (вид сзади)
Рис.11.1 Система подачи СОЖ на токарном станке.
Смазочно-охлаждающая жидкость из емкости в левой тумбе станка насосом через гибкий шланг подается в трубопровод с пробковым краном и сопловым насадком. Из сполового насадка СОЖ подается свободно падающей струей на режущий инструмент и обрабатываемую деталь.
Количество подаваемой в зону резания СОЖ регулируется с помощью пробкового крана. Использованная СОЖ стекает в корыто и сливается в емкость, к насосу. Давление жидкости в магистрали ее подачи должно быть достаточным для подъема жидкости до уровня положения соплового насадка. Обычно оно находится в пределах от 0,02 до 0,05 МПа и обеспечивается насосом. Количество подаваемой в зону резания СОЖ зависит от вида ее основы (водная или масляная), вида выполняемой

