 2015-07-04
2015-07-04 1113
1113В цехах, где основную часть стали разливают в изложницы и одновременно применяют непрерывную разливку, трудно выявить общую закономерность расположения МНЛЗ в цехе. МНЛЗ могут быть расположены в торце пролетов разливки стали в изложницы как перпендикулярно, так и параллельно их осям; в пролете, пристроенному к разливочному (см. рис. 39); в отдельных зданиях и т. п. При разливке всей или большей части стали непрерывным способом в составе цеха выделяют отделение непрерывной разливки (ОНРС), которое может располагаться в отдельном здании либо входить в состав главного здания цеха.
Проектируя ОНРС исходят из необходимости создания оптимальной схемы грузопотоков, обеспечения минимальных объема и площади отделения и необходимости размещения в них наряду с МНЛЗ следующего оборудования и участков: путей и оборудования для подачи ковшей с жидкой сталью к МНЛЗ; оборудования для быстрой замены сталеразливочных и промежуточных ковшей без остановки разливки (стенды и тележки); участка подготовки и ремонта промежуточных ковшей и систем их транспортировки к МНЛЗ и обратно; установок внепечной обработки стали; систем транспортировки литых заготовок на склад и в прокатный цех; участков для ремонта и хранения оборудования.
С учетом имеющегося опыта в настоящее время применяют две схемы расположения МНЛЗ в отделениях непрерывной разливки — линейную и блочную, причем ОНРС может располагаться как в отдельном здании, так и в главном здании цеха. В отечественных конвертерных цехах сооружают преимущественно отдельные здания ОНРС с аэрационный разрывом до 36 м от главного здания цеха с целью улучшения условий труда в них. Размещение МНЛЗ в них может быть блочным или линейным. В ЭСПЦ, отличающихся существенно меньшим объемом производства, МНЛЗ обычно размещают линейно в пролетах главного здания, что снижает капитальные затраты и при разливке сравнительно небольшого числа плавок обеспечивает достаточно рациональную организацию работ и удовлетворительные условия труда. В зарубежной практике с целью уменьшения занимаемой цехом площади ОНРС обычно располагают в главном здании сталеплавильного цеха, размещая при этом МНЛЗ в линию.
путям 8. Краном 4 ковш устанавливают на.стенд 16 для продувки аргоном или на стенд 9 для вакуумирования. После окончания внепечной обработки ковш со сталью краном 4 устанавливают на поворотный стенд 10 МНЛЗ, а после окончания разливки с помощью крана 4 сливают из ковша шлак в шлаковые ковши, установленные между рельсовыми путями 8, и затем устанавливают опорожненный ковш на сталевоз 17, транспортирующий его в ковшовый пролет главного здания Промежуточные ковши доставляют из пролета подготовки в разливочные на самоходной тележке 6 по поперечному рельсовому пути 7. Далее вспомогательным краном их устанавливают на рабочую площадку 19 МНЛЗ на стенды для разогрева, а перед началом разливки на подвижную тележку над кристаллизатором. После окончания разливки промежуточный ковш тем же путем возвращают в пролет подготовки
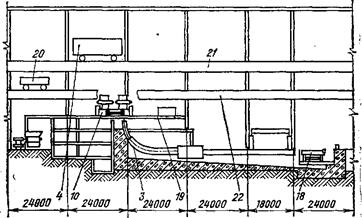
Рис. 64. Продольный разрез ОНРС с блочным расположением машин
и двухъярусным расположением кранов.
Литые заготовки (слитки) с рольгангов МНЛЗ 3 выдаются на рольганг-тележки 2, которые по поперечным рельсовым путям движутся в пролет VI. С рольганг-тележки на рельсовом пути 11 заготовка поступает на рольганг 12, транспортирующий ее на склад. С рольганг-тележки на пути 1 заготовка выдается на находящийся на рельсовом пути 14 слябовоз 18, который транспортирует ее к рольгангу 12. Сталкивателем 13 заготовку сталкивают со слябовоза на рольганг 12, который доставляют ее на склад. Краны 15 пролета VI выполняют ремонтно-монтажные работы. Рельсовый путь 23 служит для транспортировки оборудования на тележках.
Подготовку и ремонт промежуточных ковшей ведут на расположенных в пролете подготовки 1 специализированных стендах:
охлаждения; выпрессовки стаканов и «козлов», снабженном гидравлическим устройством; ломки футеровки; выполнения новой футеровки; установки стаканов; сушки футеровки. Перестановку ковшей со стенда на стенд осуществляют двумя мостовыми кранами 5. Кроме того, в пролете имеются участки и печи для наборки и сушки стопоров и узел приготовления огнеупорных масс и растворов.
5. ОНРС с линейным расположением машин
Одна из разновидностей планировки ОНРС с линейным расположением МНЛЗ показана на рис. 65, а на рис. 66 дан поперечный разрез подобного отделения. Отделение связано с главным зданием цеха поперечными сталевозными путями 7 и представляет собой многопролетное здание, пролеты которого параллельны пролетам главного здания.
Пролет 1 является пролетом внепечной обработки. В нем установлены вакууматор 9, литейный кран 8 для транспортировки ковшей со сталью и над сталевозными путями — установки К л па продувки металла в ковше аргоном. Пролет 11 распределительный сюда поступают по сталевозным путям ковши с жидкой сталью; пролет оборудован литейными кранами 5
В последующих трех пролетах расположены МНЛЗ и транспортная линия 13 выдачи заготовок на склад. Название пролетов: III — пролет МНЛЗ; IV — пролет газорезок; V — пролет выдачи и транспортировки литых заготовок
МНЛЗ размещены вдоль распределительного пролета в одну линию и оборудованы поворотными стендами 10, оси которых находятся на границе пролета МНЛЗ и распределительного. Все эти три пролета оборудованы мостовыми кранами 12, 15 и 17 значительно меньшей грузоподъемности, чем литейные.
Высота пролетов, начиная с пролета МНЛЗ, снижается, поскольку снижается высота криволинейных МНЛЗ. Высота распределительного пролета и высота расположения рабочей площадки 4 МНЛЗ такие же, как и в ОНРС с блочной планировкой; ширина распределительного пролета составляет 27—30 м, ширина остальных пролетов от 24 до 36 м.
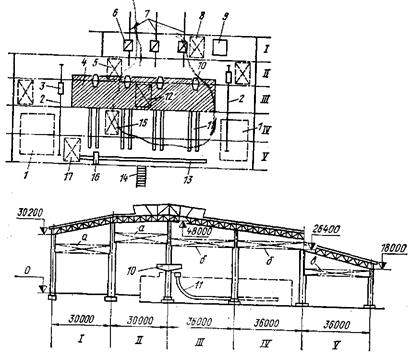
Рис. 66. Поперечный разрез ОНРС с линейным расположением машин
Организация основных работ. В пролете внепечной обработки сталевозы с ковшами останавливают у стендов б, где без снятия ковша со сталевоза осуществляют продувки аргоном, после чего сталевоз доставляет ковш по пути 7 в распределительный пролет. При необходимости вакуумирования ковш краном устанавливают на стенд вакууматора 9 и после окончания вакуумирования вновь краном ставят на сталевоз на путь 7. В распределительном пролете 11 ковши берут со сталевоза краном 5 и транспортируют к МНЛЗ, устанавливая ковш на консоль поворотного стенда 10, находящуюся в распределительном пролете. После поворота стенда на 180° ковш оказывается над промежуточным ковшом и кристаллизатором. После окончания разливки из ковша краном 5 сливают шлак в имеющиеся в пролете 11 шлаковые ковши, и затем опорожненный ковш ставят на сталевоз для передачи в ковшовый пролет главного здания.
Промежуточные ковши подготавливают и ремонтируют по той жё схеме, что и в предыдущем отделении, в левой части пролетов 11 и 111. Из пролета 11 ковши передают в пролет 111 с помощью тележек 3 по поперечным путям 2 и затем кранами 12 устанавливают на стенды для разогрева на рабочей площадке 4 МНЛЗ, а перед разливкой— на тележку, с помощью которой ковш устанавливают над кристаллизатором.
Литые заготовки с рольгангов МНЛЗ 11 выдают на рольганг-тележку 16, которая по поперечному пути 13 доставляет их к рольгангу 14, по которому заготовки движутся на склад. В левом и правом торцах пролетов IV и V организованы участки 1 ремонта сменного оборудования МНЛЗ
6. Общая характеристика ОНРС
В связи с тем, что опыт эксплуатации МНЛЗ в сталеплавильных цехах сравнительно невелик, яланировку ОНРС нельзя считать окончательно сложившейся. Рассмотренные выше две разновидности ОНРС дают представление об общих принципах планировки отделений непрерывной разливки на основе блочного и линейного расположения МНЛЗ. Можно, в частности, отметить, что ремонт промежуточных ковшей может быть организован в специально выделенном пролете (рис. 63), в торцах распределительного и других пролетов (рис. 65), в главном здании цеха за пределами ОНРС (см. рис. 24). Установки для внепечной обработки в цехах небольшой производительности размещают в распределительном пролете ОНРС (см. рис. 40 и 42). Однако при большом числе разливаемых плавок такое решение сильно усложнит грузопотоки и, очевидно, более рационально выделить специализированный пролет для внепечной обработки (как, например, в ОНРС, показанном на рис. 65). Наряду с размещением участков ремонта оборудования МНЛЗ в пролетах ОНРС в отечественной практике для этой цели сооружают самостоятельные цехи ремонта.
Выбор планировки ОНРС. При решении вопроса о целесообразности выбора линейной или блочной планировки ОНРС учитывают как преимущества и. недостатки обеих схем, так и то, что выбираемая планировка влияет на экономичность решений по генплану завода в целом.
Основное достоинство блочной планировки — то, что она обеспечивает бесперебойную работу отделения при любом числе МНЛЗ, поскольку ковш со сталью можно подать на любую МНЛЗ независимо от работы прочих; недостаток—большие (~ на 10%) капитальные затраты на сооружение отделения в связи с увеличением объема здания и числа тяжелых литейных кранов. В ОНРС с линейной планировкой тяжелые литейные краны устанавливают лишь -в распределительном пролете, а в ОНРС с блочной планировкой — во всех разливочных. Объем здания при линейной планировке уменьшается в связи с несколько меньшей его площадью и в связи с тем, что высота пролетов здания начиная с пролета МНЛЗ снижается (рис. 66), поскольку уменьшается высота криволинейной МНЛЗ. При блочной планировке высота пролетов постоянна (рис. 64), чтобы обеспечить перемещение литейного крана вдоль всей МНЛЗ для ее обслуживания.
Недостаток линейной планировки ОНРС в том, что при большом числе МНЛЗ усложняется организация работ — подаче ковшей со сталью к отдаленным от сталевозных путей машинам может препятствовать кран, обслуживающий работу более близких МНЛЗ. С учетом изложенного при числе МНЛЗ в отделении, не превышающем четырех, предпочтение отдают линейной планировке, а при большем числе МНЛЗ возможны различные решения.
При выборе планировки ОНРС необходимо также учитывать ее влияние, на взаимное расположение конвертерного и прокатных цехов, т. е. на схему генплана завода в целом и ее экономичность. Литые заготовки обычно имеют значительную длину и их целесообразно транспортировать к прокатному стану (обычно с помощью рольгангов), а также прокатывать В том же направлении, в котором они двигались при отливке на МНЛЗ, поскольку изменение направления движения (разворот большого числа заготовок) существенно затрудняет транспортировку. Поэтому при линейной планировке ОНРС конвертерный и прокатный цехи целесообразно размещать взаимно перпендикулярно, а при блочной—параллельно. С учетом изложенного при выборе планировки ОНРС необходимо учитывать возможность взаимного- размещения конвертерного и прокатных цехов на генплане завода и выбор должен базироваться на комплексном технико-экономическом сравнении обоих вариантов.
Число кранов. В ОНРС с блочной планировкой в каждом разливочном пролете устанавливают два разливочных крана: Методика расчета числа разливочных кранов, в распределительном пролете ОHPC с линейной планировкой описана в разд. 7 гл. 8.

