 2015-08-21
2015-08-21 999
999Шлифовальные станки (Шл. Ст.) предназначены в основном для окончательной обработки заготовок вращающимися абразивными (или алмазными) кругами с целью обеспечения заданной точности размеров, геометрической формы и высокого качества поверхности детали. На Шл. Ст., как правило, поступают заготовки, предварительно обработанные на других станках с оставлением небольшого припуска под шлифование, величина которого зависит от требований к шероховатости и точности обработки. Шлифование также используют для обдирочных и получистовых операций.
Главным движением у всех Шл. Ст., является вращение шпинделя со шлифовальным кругом (Vк, м/c). Движения подачи у станков разных типов различные, и могут выполняться РО, несущими как заготовку, так и шлиф.круг, что зависит от компоновки станка. Компоновка Шл. Ст. определяется формообразованием (схемой шлифования) и способом её реализации в станке.
По технологическому признаку Шл. Ст. делят на: а) круглошлифовальные, б) внутришлифовальные, в) плоскошлифовальные, г) бесцентрово-шлифовальные, д) специализированные (резьбо-, зубошлифовальные и др.).
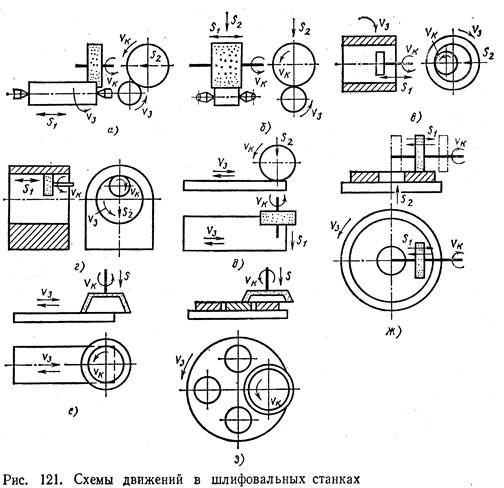
Круглошлифовальные станки(Кр-шл. Ст.) служат для наружного шлифования цилиндрических, конических и торцовых поверхностей. Базирование заготовки производится в центрах. Круглое шлифование по характеру использования движений подач разделяется на способы продольного шлифования, рис.121а при обработке протяженных поверхностей валов (заготовке сообщается круговая подача Vз и продольная подача S1 – возвратно-поступательное перемещение стола, а шлиф.круг получает периодическую поперечную подачу S2 относительно заготовки) и врезного шлифования, рис.121б при обработке коротких поверхностей заготовок типа тел вращения (заготовка имеет круговую подачу Vз,а шлиф.круг - радиальную подачу S2, кроме того, шлифовальная бабка или стол могут совершать колебательное осевое движение S1). Эти станки делят на:
1) простые - можно обрабатывать конические поверхности с малой конусностью до A6B,
2) универсальные – обрабатывают поверхности с большой конусностью (за счёт одновременного поворота передней и шлифовальной бабок).
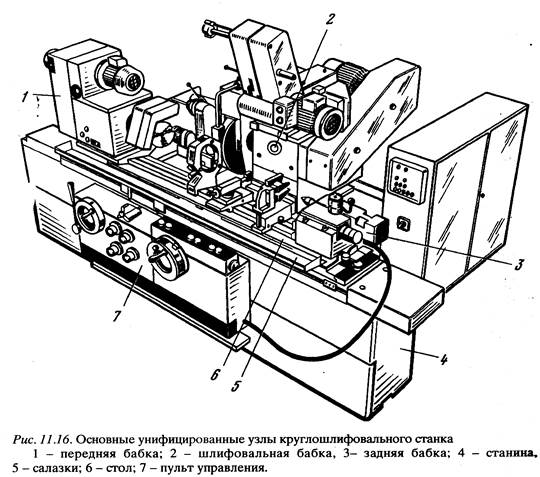
Компоновка Кр-шл. Ст. представлена на рис.11.16. Кр-шл. Ст. характеризуются наибольшим диаметром обрабатываемой заготовки и её длиной.
Внутришлифовальные станки (Вн-шл. Ст.) служат для шлифования внутренних цилиндрических и конических поверхностей.
По характеру круговой подачи Вн-шл. Ст. делят на обычные и планетарные. В Вн-шл. Ст. обычного типа (наиболее распространены) рис.121в реализуются движения подачи: круговая Vз (вращение шпинделя с заготовкой), продольная S1 (возвратно-поступательное движение заготовки или круга) и поперечная S2 (периодическое поперечное перемещение бабки шлиф. круга).
В Вн-шл. Ст. планетарного типа (используют если обрабатываемые отверстия расположены в тяжёлых несимметричных заготовках или когда заготовке невозможно сообщить вращательное движение круговой подачи) рис.121г реализуются: круговая подача Vз (планетарное вращение оси шлиф. шпинделя с кругом относительно оси обрабатываемого отверстия), продольная S1 и поперечная S2 подачи обеспечиваются перемещением шлиф. шпинделя или бабки изделия.
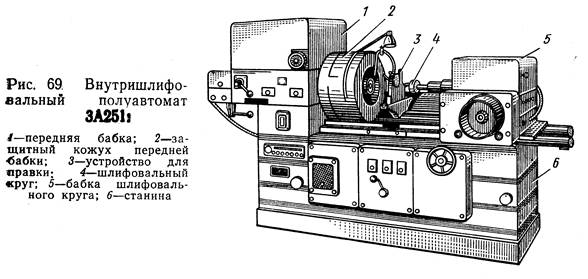
Основные узлы Вн-шл. Ст. обычного типа представлены на рис.69.
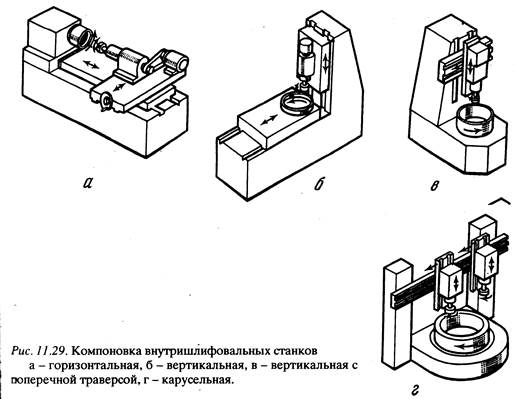
По расположению шпинделя различают горизонтальные и вертикальные компоновки Вн-шл. Ст. рис.11.29.
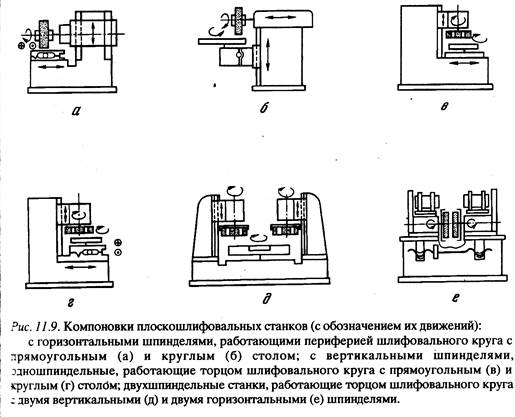
Плоскошлифовальные станки (Пл-шл. Ст.) служат для шлифования плоских поверхностей. Установка и базирование заготовки производится на магнитной или электромагнитной плите установленной на стол станка (чаще всего), в др. приспособлении или прямо на столе.
Пл-шл. Ст. классифицируют: по расположению шпинделя – на горизонтальные и вертикальные; по форме стола – с круглым и прямоугольным столом, которые реализуют основные схемы шлифования:
1) Периферией круга заготовки, закреплённой на прямоугольном столе рис.121д. Столу с заготовкой сообщается продольная подача со скоростью Vз – возвратно-поступательное перемещение, а крестовому суппорту с установленным на него столом - периодическая поперечная подача S1, вертикальная периодическая перемещение (подача) S2 сообщается шлиф. головке с кругом;
2) Периферией круга заготовки, закреплённой на круглом столе рис.121ж. Столу с заготовкой сообщается круговая подача со скоростью Vз, а салазкам с установленным на них столом - периодическая вертикальная подача S2, шлифовальная бабка с кругом совершает возвратно-поступательное поперечное движение подачи S1;
3) Торцом круга заготовки, закреплённой на прямоугольном столе рис.121е, аналогично рис121д, но вертикальный шпиндель установлен в шлиф. головку, которой сообщается вертикальная периодическая подача S.
4) Торцом круга заготовки, закреплённой на круглом столе рис.121з. Столу с заготовками сообщается круговая подача со скоростью Vз, а шлиф. головке с установленным в неё вертикальным шпинделем - периодическая вертикальная подача S.
Основным параметром Пл-шл. Ст. является размер стола. Основные узлы Пл-шл. Ст. с горизонтальным шпинделем представлены на рис.11.10.

Основные компоновки Пл-шл. Ст. представлены на рис.11.9.
Бесцентрово-шлифовальные станки (Бсц-шл. Ст.) служат для высокопроизводительного шлифования поверхностей типа тел вращения малого диаметра и большой длины, а также заготовок, не имеющих центровых отверстий в условиях серийного-крупносерийного производств.
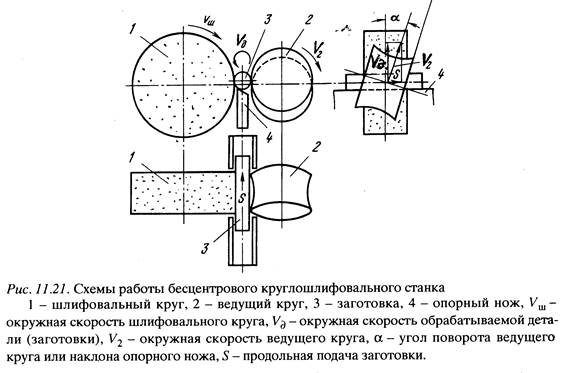
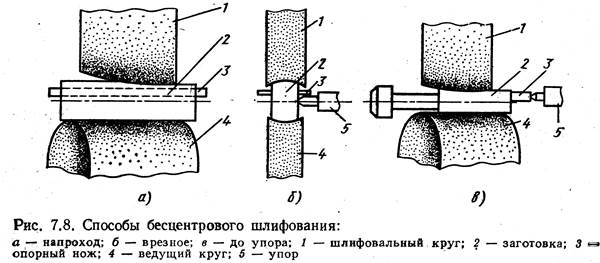
В Бсц-шл. Ст. отсутствуют приспособления для закрепления заготовок, т.к. их базируют на опорных ножах. Схема шлифования на Бсц-шл. Ст. представлена на рис.11.21.Заготовка 3, поддерживаемая ножом 4, расположена между шлифующим 1 и ведущим 2 кругами. Шлифующий круг вращается со скоростью Vш=30…50м/с и снимает припуск с заготовки. Ведущий круг имеет скорость V2=0,2…1м/c вращает заготовку со скоростью круговой подачи Vд. Заготовки обрабатывают тремя способами рис.7.8: шлифованием напроход, врезным шлифованием, шлифованием до упора.
Методом продольной подачи обрабатывают гладкие цилиндрические заготовки или цилиндрич. участки наибольшего диаметра, а шлифованием в упор - ступени вала с не наибольшим диаметром. При этом, ведущий круг (или опорный нож) устанавливают под углом a=1,5…6°(для предварительного), или под углом a=0,5…1,5°(для окончательного) шлифования. В результате разложения скорости ведущего круга V2 возникает продольная подача со скоростью S= V2×sina, (м/мин). Подача тем больше, чем больше угол a. Для обеспечения цилиндричности ось заготовки 3 должна распологаться выше оси центров кругов 1 и 2 (см. рис.11.21) примерно на 0,15-0,25 диаметра заготовки. Ведущий круг (а при наклонном расположении ножа оба круга) заправляют по форме однополостного гиперболоида вращения для обеспечения линейного контакта ведущего круга со шлифуемой поверхностью.Методом врезания обрабатывают короткие ступенчатые или фасонные заготовки. При этом, a=0 (иногда a£1° для прижима заготовки к ножу), поэтому заготовка только вращается, а ведущий или шлифующий круг получает поперечную подачу в радиальном относительно детали направлении. При шлифовании конических или фасонных поверхностей шлифующиму (или обоим кругам) правкой придают соответствующую форму рабочей поверхности.
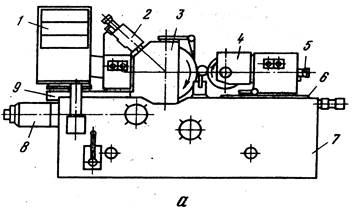 Основные узлы Бсц-шл. Ст. представлены на рис.11.26.
Основные узлы Бсц-шл. Ст. представлены на рис.11.26.









