 2015-10-13
2015-10-13 405
405Практическое занятие №6
Расчёт режимов резания при фрезеровании шпоночного паза
| Разработал преподаватель | __________ Камышная Е.В. |
| Одобрено ЦК СМД Председатель | __________ Камышная Е.В. |
Зеленогорск
Практическое занятие № 6
Тема: Расчёт режимов резания при фрезеровании шпоночного паза
Цель: Отработать методику выбора режущего инструмента и расчёта режимов резания при фрезеровании шпоночного паза на поверхности вала
Задание:
На фрезерном станке обрабатывается шпоночный паз под шпонку (по варианту).
Исходя из заданных условий, необходимо:
- выбрать режущий инструмент (тип, конструкция, материал);
- назначить параметры шпоночного паза (ширина и допуск, глубина,
шероховатость, отклонения расположения) вала;
- выбрать оборудование;
- предложить режим резания;
- рассчитать операционное, вспомогательное, дополнительное и штучное время;
- предложить измерительный инструмент, для контроля качества выполненного
шпоночного паза.
ВАРИАНТЫ
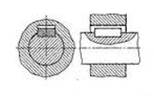
| Вариант | Диаметр вала, мм | Материал вала | Схема фрезерования для вариантов: 1-10
|
| Сталь 35 | |||
| Сталь 40 | |||
| Сталь 45 | |||
| Сталь 50 | |||
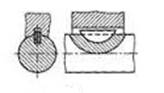
| 40Х | Схема фрезерования для вариантов: 11-20
| ||
| 40ХН | |||
| 45ХН | |||
| 30ХГСА | |||
| 18ХГТ | |||
| СЧ 20 |
Методика расчёта
1. Исходя из данных варианта, определить тип, конструкцию и материал инструмента использовать таблицу 1.
Таблица 1 – Выбор материала режущей части инструмента
| Виды и характер обработки | Материал заготовки | |||
| Конструкционные стали | Легированные стали | Чугуны | Цветные металлы | |
| Черновое фрезерование | Т5К10 Р6М5 | Т15К6 Р6М5Ф3 | ВК2 ВК4 | Р6М5 |
| Получистовое и чистовое фрезерование | Т5К10 Р6М5 | Т15К6 Р6М5Ф3 | ВК2 ВК4 | Р6М5 |
2. Назначение параметров шпоночного паза вала
Параметры шпоночного паза зависят от диаметра вала (таблица 2, 3), качество обработки паза по 9 квалитету не превышает параметр шероховатости Ra 3,2.
Таблица 2 – Параметры шпоночных пазов под призматическую шпонку
| Диаметр вала, мм | ВАЛ | |
| Ширина шпоночного паза, мм | Глубина шпоночного паза, мм | |
| Свыше 17 до 22 | 3,5 | |
| Свыше 22 до 30 | 4,0 | |
| Свыше 30 до 38 | 5,0 | |
| Свыше 38 до 44 | 5,0 | |
| Свыше 44 до 50 | 5,0 | |
| Свыше 50 до 58 | 6,0 | |
| Свыше 58 до 65 | 7,0 |
Таблица 3 – Параметры шпоночных пазов под сегментную шпонку
| Диаметр вала, мм | ВАЛ | Диаметр сегмент. шпонки, мм | |
| Ширина шпоночного паза, мм | Глубина шпоночного паза, мм | ||
| Свыше 20 до 22 | 5,0 | 5,5 | |
| Свыше 22 до 25 | 6,0 | 6,5 | |
| Свыше 28 до 32 | 6,0 | 7,5 | |
| Свыше 32 до 38 | 8,0 | 8,0 | |
| Свыше 38 до 45 | 8,0 | 8,0 | |
| Свыше 45 до 55 | 10,0 | 10,0 | |
| Свыше 55 до 70 | 10,0 | 10,0 |
3. Выбор оборудования
Исходя из схемы обработки, согласно таблицы 4 выбрать модель станка
Таблица 4 – Технические данные фрезерных станков
| Вертикально - фрезерный станок Модель 6Н14 | Горизонтально - фрезерный станок Модель 6М82Г |
| - Число оборотов шпинделя в минуту: 30, 37,5, 47,5 60, 75, 95, 118, 150, 190, 235, 300, 375, 475, 600, 750, 950, 1180, 1150. - Продольные и поперечные подачи, мм/мин: 19, 23,5 30, 37,5 47,5 60, 75, 95, 118, 150, 190, 235, 300, 375, 475, 600, 750, 950. - Вертикальные подачи, мм/мин: 6,3, 8, 10, 12,5, 16, 20, 25, 32, 39, 50, 63, 80, 100, 125, 160, 200, 250, 317. - Мощность двигателя – 7 кВт | - Число оборотов шпинделя в минуту: 31,5, 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600. - Продольные и поперечные подачи, мм/мин: 25, 31,5, 40, 50, 63, 80, 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, - Вертикальные подачи, мм/мин: 8,3, 10,5, 13,3, 21, 26,6, 33,5, 41,6, 53,3, 66,6, 83,3, 105, 133,3, 166,6, 210, 266,6, 333,3, 416,6. - Мощность двигателя – 7,5 кВт |
4. Расчёт режимов резания:
- расчёт режимов резания начинается с расчёта скорости резания по эмперической формуле:
 =
=  , м/мин,
, м/мин,
Где:
А – постоянная величина, зависящая от материала заготовки (таблица 8);
D – диаметр фрезы, мм (таблица 5,6);
Т – стойкость фрезы, мин (таблица 7);
t - глубина резания, мм, (толщина стружки, снимаемой за один проход
фрезы) принять самостоятельно, учитывая глубину паза и возможности
выбранной фрезы;
 – подача на один зуб фрезы, мм/зуб (таблица 5,6);
– подача на один зуб фрезы, мм/зуб (таблица 5,6);
 – ширина фрезерования (соответствует ширине паза) (таблица 2,3);
– ширина фрезерования (соответствует ширине паза) (таблица 2,3);
 – число зубьев фрезы (таблица 5,6);
– число зубьев фрезы (таблица 5,6);
 – степени соответствия (таблица 8);
– степени соответствия (таблица 8);
 – поправочный коэффициент на скорость резания (таблица 9).
– поправочный коэффициент на скорость резания (таблица 9).
 аблица 5 –Подача на один зуб фрезы
аблица 5 –Подача на один зуб фрезы  , мм/зуб, при фрезеровании
, мм/зуб, при фрезеровании
пазов концевыми фрезами
| Диаметр фрезы, D, мм | Число зубьев фрезы, 
| Ширина фрез-ния,
, мм
| Глубина паза, t, мм | ||
| 0,01-0,005 | 0,006-0,003 | - | |||
| 0,015-0,01 | 0,008-0,004 | 0,005-0,003 | |||
| 0,025-0,015 | 0,015-0,01 | 0,01-0,005 | |||
| - | 0,03-0,02 | 0,025-0,015 | |||
| - | 0,05-0,03 | 0,04-0,02 |
аблица 6 –Подача на один зуб фрезы , мм/зуб, при фрезеровании
пазов дисковыми фрезами
| Диаметр фрезы, D, мм | Число зубьев фрезы,
| Ширина фрез-ния,
, мм
| Глубина паза, t, мм | ||
| До 5 | 5 - 10 | 10 - 15 | |||
| Подача при фрезеровании стали | |||||
| 6-12 6-12 | 0,08-0,05 0,08-0,05 | 0,06-0,03 0,06-0,03 | 0,05-0,03 0,05-0,03 | ||
| 10-20 10-20 | 0,12-0,08 0,08-0,05 | 0,10-0,06 0,06-0,03 | 0,08-0,05 0,06-0,03 | ||
| 10-20 10-20 | 0,12-0,08 0,10-0,05 | 0,10-0,06 0,08-0,04 | 0,08-0,05 0,06-0,03 | ||
| Подача при фрезеровании чугуна | |||||
| 6-12 6-12 | 0,12-0,08 0,12-0,08 | 0,10-0,06 0,10-0,06 | 0,08-0,05 0,08-0,05 | ||
| 10-20 10-20 | 0,18-0,12 0,12-0,08 | 0,15-0,10 0,10-0,05 | 0,12-0,08 0,08-0,05 | ||
| 10-20 10-20 | 0,18-0,12 0,12-0,08 | 0,15-0,10 0,10-0,05 | 0,12-0,08 0,08-0,05 |
Таблица 7 – Значение периода стойкости фрез, мин
| Фрезы | Стойкость Т, мин, при диаметре фрезы, мм | ||||
| Дисковые | |||||
| Концевые | - |
Таблица 8 – Значения А и показателей степени для определения скорости
резания
| Тип фрезы | Материал заготовки | А | z | m | x | y | p | k |
| Дисковая | Сталь | 0,25 | 0,2 | 0,3 | 0,2 | 0,1 | 0,1 | |
| Чугун | 0,2 | 0,15 | 0,5 | 0,4 | 0,1 | 0,1 | ||
| Концевая | Сталь | 29,4 | 0,45 | 0,33 | 0,3 | 0,2 | 0,1 | 0,1 |
| Чугун | 0,70 | 0,25 | 0,5 | 0,2 | 0,3 | 0,3 |
Таблица 9 – Поправочный коэффициент на скорость резания
| Наименование | Твёрдость, НВ | Прочность, МПа | Коэффициент |
| Углеродистые стали | 107-138 138-169 169-200 200-231 | 400-500 500-600 600-700 700-800 | 1,1 1,25 1,1 1,0 |
| Хромистые, хромоникелевые, хромованадиевые, хромовольфрамовые | 146-174 174-203 203-230 230-260 | 500-600 600-700 700-800 800-900 | 1,0 0,85 0,75 0,60 |
| Чугун серый | 140-160 160-180 180-200 200-220 | - - - - | 1,20 1,10 1,0 0,90 |
- рассчитав скорость резания, определяют частоту вращения фрезы по формуле:
- полученный результат необходимо скорректировать по паспорту станка, принимая ближайшее меньшее значение,  .
.
5. Выбрав режимы резания, можно рассчитать операционное время на обработку паза:
 =
=  , мин,
, мин,

 ход фрезы для получения шпоночного паза, мм;
ход фрезы для получения шпоночного паза, мм;
 – количество проходов фрезы;
– количество проходов фрезы;
 – минутная подача фрезы, мм/мин.
– минутная подача фрезы, мм/мин.
SM = SZ 

 Z, мм/мин;
Z, мм/мин;
полученный результат необходимо скорректировать по паспорту станка,
принять ближайшее меньшее значение
Расчёт вспомогательного, дополнительного и штучного времени выполняют
по установленным нормам (использовать нормативные таблицы).
6. Анализируя полученные результаты, выбрать измерительный инструмент.
Отчет по практической работе №6 должен содержать:
1. Схему обработки шпоночного паза, указав выбранные параметры паза.
2. Выбор режущего инструмента и оборудования, расчёт режимов резания.
3. Расчёт операционного, вспомогательного, дополнительного и штучного времени.
4. Выбор измерительного инструмента
Контрольные вопросы:
1. Что называют фрезерованием?
2. Типы фрез?
3. Материал фрез и их режущей части.
4. Какие фрезы применяют для изготовления шпоночных пазов?
5. Какие поверхности обрабатывают модульными фрезами?








