 2020-05-12
2020-05-12 567
567
3. Штангенинструмент. Предназначен для абсолютных измерений линейных размеров наружных и внутренних поверхностей, а также воспроизведения размеров при разметке деталей. К штангенинструменту относятся штангенциркули (рис. 3, а—в), штангенглубиномеры и штангенрейсмасы.
Основными частями штангенинструмента являются штанга-линейка 1 с делениями шкалы через 1 мм и перемещающаяся по линейке шкала-нониус 5. По штанге-линейке отсчитывают целое число миллиметров, а по нониусу — десятые и сотые доли миллиметра.

Рисунок 3. Конструкции штангенциркулей:
а - типа ШЦ-1; б - типа ШЦ-II; в - типа ШЦ-III; г - отсчет по нониусу; 1 — штанга-линейка; 2 — измерительные губки; 3 — рамка; 4 — винт зажима рамки; 5 — шкала-нониус; 6 — линейка глубиномера; 7 — рамка микрометрической подачи.
Для отсчета с помощью нониуса сначала определяют по основной шкале целое число миллиметров перед нулевым делением
нониуса. Затем добавляют к нему число долей по нониусу в соответствии с тем, какой штрих шкалы нониуса ближе к штриху основной шкалы (рис. 3, г).
Основные типы нониусов представлены на рис. 4. Наибольшее распространение получили нониусы с точностью отсчета 0,1; 0,05 и 0,02 мм.
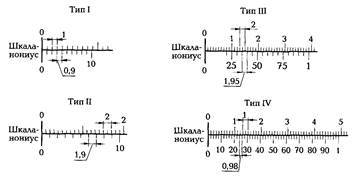
Рисунок 4. Типы нониусов.
В ГОСТ 166—89* «Штангенциркули. Технические условия» предусмотрены изготовление и использование трех типов штангенциркулей. ШЦ-1 с ценой деления 0,1 мм (см. рис. 3, а), ШЦ-II с ценой деления 0,05 и 0,1 мм (см. рис. 3, б) и ШЦ-III с ценой деления 0,05 и 0,1 мм (см. рис. 3, в).
В штангу индикаторного штангенциркуля (рис. 5) вмонтирована зубчатая рейка 2, по которой перемещается зубчатое колесо 3 индикатора, закрепленного на рамке 1. Перемещение зубчатого колеса передается на стрелку индикатора, показывающую единицы, десятые и сотые доли миллиметра.
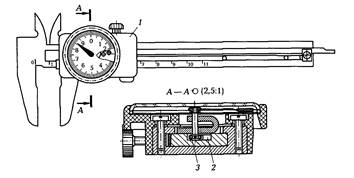
Рисунок 5. Конструкция индикаторного штангенциркуля:
1 — рамка; 2 — зубчатая рейка; 3 — зубчатое колесо.
Для линейных измерений в последнее время применяют штангенинструменты с электронным цифровым отсчетом (рис. 6). В этих приборах вдоль штанги также располагается многозначная мера, по которой отсчитывается величина перемещения подвижной рамки. В качестве многозначной меры используются фотоэлектрические или емкостные преобразователи. Большинство штангенинструментов с электронным отсчетным устройством имеют возможность представления результата измерений непосредственно на шкале прибора либо на подключаемом к нему микропроцессоре. Цена деления таких приборов составляет 0,01 мм.

Рисунок 6. Штангенциркуль с цифровым отсчётом.
 Штангенглубиномеры (ГОСТ 162—90 «Штангенглубиномеры. Технические условия») принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубиномеров (рис. 7) являются торцовая поверхность штанги-линейки I и база для измерений — нижняя поверхность основания 4.
Штангенглубиномеры (ГОСТ 162—90 «Штангенглубиномеры. Технические условия») принципиально не отличаются от штангенциркулей и применяются для измерения глубины отверстий и пазов. Рабочими поверхностями штангенглубиномеров (рис. 7) являются торцовая поверхность штанги-линейки I и база для измерений — нижняя поверхность основания 4.
Рисунок 7. Штангенглубиномер:
1 — штанга-линейка;
2 — рамка микрометрической подачи; 3 — нониус;
4 — основание
Для удобства отсчета результатов измерений, повышения точности и производительности контрольных операций в некоторых типах штангенглубиномеров вместо нониусной шкалы предусматривается установка индикатора часового типа с ценой деления 0,05 или 0,01 мм.
 Штангенрейсмасы (ГОСТ 164—90 «Штангенрейсмасы. Технические условия») являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания. Конструкция и принцип действия штангенрейсмаса по существу не отличаются от конструкции и принципа действия штангенциркуля. На заводах используют штангенрейсмасы с индикаторным и цифровым отсчетом показаний. В первом случае вместо нониусной шкалы на подвижной рамке 2 (рис. 8) устанавливается индикатор часового типа с ценой деления 0,05 или 0,01 мм, а во втором — зубчатое колесо ротационного фотоэлектрического счетчика импульсов, которое находится в зацеплении с зубчатой рейкой, нарезанной на штанге прибора. За один оборот зубчатого колеса счетчик дает 1000 импульсов, показания которого передаются к цифровому показывающему или записывающему устройству. Погрешность измерений в этом случае может не превышать 10... 15 мкм.
Штангенрейсмасы (ГОСТ 164—90 «Штангенрейсмасы. Технические условия») являются основными измерительными инструментами для разметки деталей и определения их высоты. Они могут иметь дополнительный присоединительный узел для установки измерительных головок параллельно или перпендикулярно плоскости основания. Конструкция и принцип действия штангенрейсмаса по существу не отличаются от конструкции и принципа действия штангенциркуля. На заводах используют штангенрейсмасы с индикаторным и цифровым отсчетом показаний. В первом случае вместо нониусной шкалы на подвижной рамке 2 (рис. 8) устанавливается индикатор часового типа с ценой деления 0,05 или 0,01 мм, а во втором — зубчатое колесо ротационного фотоэлектрического счетчика импульсов, которое находится в зацеплении с зубчатой рейкой, нарезанной на штанге прибора. За один оборот зубчатого колеса счетчик дает 1000 импульсов, показания которого передаются к цифровому показывающему или записывающему устройству. Погрешность измерений в этом случае может не превышать 10... 15 мкм.
Рисунок 8. Штангенрейсмас: 1 — штанга-линейка; 2 — рамка; 3 — основание; 4 — державка; 5 — нониус.
4. Микрометрические инструменты. К микрометрическим инструментам относятся гладкие микрометры (рис. 9. а — в), микрометры со вставками, микрометрические глубиномеры (рис. 10) и нутромеры (рис. 11). Они предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и пазов и т.д.

Рисунок 9. Гладкий микрометр: а — принципиальная схема; б — устройство микрометра; в — отсчетное устройство; 1 — корпус; 2 — неподвижная пятка; 3 — стебель; 4 — микрометрический винт; 5 — барабан; 6 — гайка микрометрической пары; 7 — устройство стабилизации усилия измерений (трещотка); 8 — ось продольной шкалы; 9 — продольная шкала; 10 — круговая шкала
Принцип действия этих инструментов основан на использовании винтовой пары (винт—гайка) для преобразования вращательного движения микрометрического винта в поступательное. Основными частями микрометрических инструментов (см. рис. 9. а, б) являются корпус 1, стебель 3, внутри которого с одной стороны имеется микрометрическая резьба с шагом 0,5 мм, а с другой — гладкое цилиндрическое отверстие, обеспечивающее точное направление перемещения микрометрического винта 4. На винт установлен барабан 5, соединенный с трещоткой 7, обеспечивающей постоянное усилие измерения (на микрометрические нутромеры трещотка не устанавливается).
Отсчетное устройство (см. рис. 9. в) микрометрических инструментов состоит из двух шкал — продольной 9 и круговой 10. По продольной шкале отсчитывают целые миллиметры и 0,5 мм, а по круговой — десятые и сотые доли миллиметра.
Гладкие микрометры типа МК (ГОСТ 6507—90 «Микрометры. Технические условия») выпускают с различными пределами измерений: 0...300 мм — через каждые 25 мм с диапазоном показаний шкалы 25 мм, а также 300...400; 400...500 и 500...600 мм. Предельная погрешность микрометров зависит от верхних пределов измерений и может составлять от ±3 мкм для микрометров МК-25 до ±50 мкм — для микрометров МК-500.
Микрометрический глубиномер (ГОСТ 7470—92 «Глубиномеры микрометрические. Технические условия»), изображенный на рис. 10, предназначен для абсолютных измерений глубин отверстий, высот выступов и т. д.

Рисунок 10. Микрометрический глубиномер: 1 — трещотка; 2 — барабан; 3 — стебель; 4 — гайка фиксации; 5 — траверса; 6 — подвижная пятка
Он имеет стебель 3, закрепленный на траверсе 5 с помощью гайки 4 фиксации. Одной измерительной поверхностью является нижняя плоскость траверсы, а другой — плоскость микрометрического винта, соединенного с подвижной пяткой 6. Микровинт вращается с помощью трещотки 1, соединенной с барабаном 2. В комплект микрометрического глубиномера входят установочные меры с плоскими измерительными торцами.
Микрометрический нутромер (рис. 11), соответствующий ГОСТ 10—88 «Нутромеры микрометрические. Технические условия», предназначен для абсолютных измерений внутренних размеров при приведении измерительного наконечника в соприкосновение со стенками проверяемого отверстия. Микрометрические нутромеры не имеют трещоток, поэтому плотность соприкосновения определяется на ощупь. Установка нутромера на нуль выполняется либо по установочному кольцу, либо по блоку концевых мер с боковиками, устанавливаемых в струбцину.

Рисунок 11. Микрометрический нутромер:
1 — неподвижный наконечник; 2 — удлинитель; 3 — микрометрическая головка.
Микрометрические нутромеры типа НМ выпускают с пределами измерений 50...75, 75... 175, 75...600, 150... 1 250, 800...2500, 1250...4000, 2500...6000 и 4000... 10000 мм. При необходимости увеличения пределов измерений используются удлинители.
Зайцев С.А. Метрология, стандартизация и сертификация в машиностроении, с.217-228








