 2020-05-13
2020-05-13 147
147
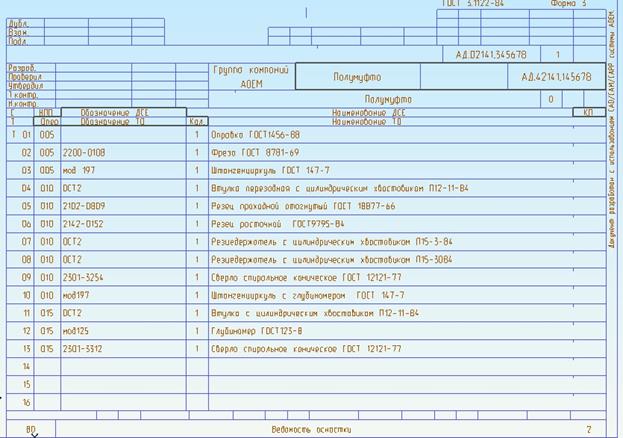
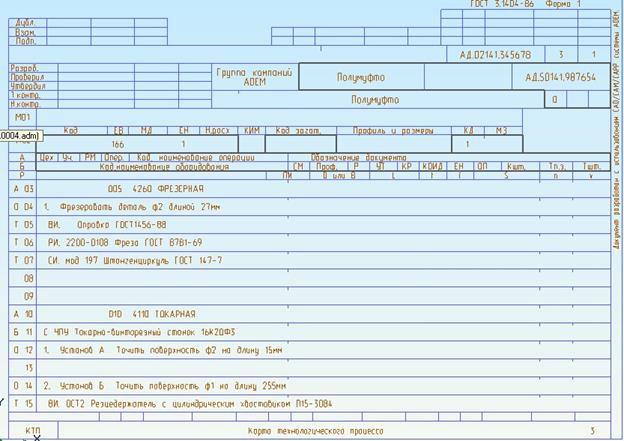
1. Разработка Технологического процесса в программе САПР ADEM



2. Расчет нормы времени на сверлильную операцию
Тпз = Тпз1 + Тпз2 +Тпр.обр; где Тпз1 – время на получение наряда, чертежа, технологической документации на рабочем месте в начале работы и на сдачу в конце смены: Тпз1 = 13 мин; Тпз2 – время на наладку станка, приспособления, инструмента: Тпз2= 7,5 мин; Тпр.обр. – время на пробную обработку; Тпр.обр. – 2,1 мин;
Тпз = 4+3+2,1 = 9,1 мин.
Штучное время обработки детали:
Тш=(То+Тв)*(1+к/100)=(1.2+0.76)*(1+(7%)/(100%))=2.09
где время на обслуживание и отдых в % от операционного времени,
норма операционного времени, мин:
Топ=То+Тв=1.2+0.76=1.96мин
норма основного времени, мин:
длина обрабатываемой поверхности;
- длина подвода сверла;
минутная подача;;
i – число проходов
.То=L/(n*S)*i; (270+5)/378=0.72
2. (160+5)/378=0.43
3. (15+5)/378=0.05
сверление поверхности;
То=1.2;
норма вспомогательного времени, мин;
Общее вспомогательное время на операцию:
вспомогательное время на установку и снятие детали (0,14мин-время на установку детали вручную, 0,19мин-время на закрепление и открепление детали);
вспомогательное время по управлению станком;
вспомогательное время на контрольное измерение;
Вспомогательное время непосредственно на обработку:
Вспомогательное время на всю операцию:
Норма времени.
Нвр=Тш=Тпз/n+Тшт=22.6/189+1.2=1.31
3. Мероприятия по улучшению качества обработки на сверлильную операцию, оценка экономической эффективности
Технологическая себестоимость обработки заготовки на сверлильной операции
Сопер = Зоп + Эс + Зри + Зпр + Ао + Зро
где: Зоп - зарплата рабочего за выполнение одной операции, определяется по формуле
Зоп = tшт-к * Тз
где: Тз - тарифная ставка зарплаты соответствующего разряда;
tшт- - штучное временя на операцию, мин.
Зоп = 1.276 * 70,5 / 60 = 89.9 руб
Эс - затраты на электроэнергию, определяются по формуле
Эс = Nст * зм * tо * (Сэ / 60) * зс * зст
где: Nст - мощность электродвигателя станка, кВт;
зм - коэффициент загрузки электродвигателя станка по мощности (0,5-0,9);
tо - основное время, мин.;
Сэ - цена 1 кВт*час электроэнергии (принимается по действ. тарифу);
зс - коэффициент, учитывающий потери в сети (0,96);
зст - КПД электродвигателя (0,9 - 0,95).
Эс = 13 * 0,7 * 1.275 * (2,0 / 60) * 0,96 * 0,9 = 0.3 руб
Зри - затраты на режущий инструмент, отнесенные к одной операции, определяются по формуле
Зри = 1,3 * Си * tшт-к * ксп
где: 1,3 - коэффициент, учитывающий увеличение затрат первичной стоимости инструмента на повторные переточки;
Си - стоимость режущего инструмента за 1 мин. его работы, руб / мин.;
ксп - коэффициент, учитывающий удорожание специального инструмента.
Зри = 1,3 * 0,528 * 2,08 *1,5 = 2,02 руб
Зпр - затраты на станочное приспособление, определяются по формуле
Зпр = 1,1 * Спр * tшт-к
где: 1,1 - коэффициент, учитывающий увеличение затрат на ремонт и содержание приспособления;
Спр - стоимость работы приспособления за единицу времени, руб / мин
Зпр = 1,1 * 0,212 * 2,08 = 0,46 руб
Ао - амортизационные отчисления от балансовой стоимости оборудования на единицу продукции, определяются по формуле
Ао = Со * (На / 100) * {tшт / 60 * Фгод}
где: Со - первоначальная стоимость оборудования;
На - норма амортизационных отчислений на единицу изделия;
Фгод = 4016 часов - годовой фонд времени при 2-х сменной работе.
Ао = 2500000 * (10 / 100) * {1.276 / 60 * 4016}= 2,00 руб
Зро - затраты на ремонт и обслуживание оборудования на единицу продукции, определяются по формуле
Зро = Со * зро * {tшт / 60 * Фгод}
где: зро - коэффициент, учитывающий долю суммарных затрат на обслуживание и ремонт оборудования (0,15).
Зро = 2500000 * 0,15 * {1.276 / 60 * 4016} = 3,00 руб;
Сопер = 89.9 + 0,03 + 2,02 + 0,46 + 2,00 + 3,00 = 97.68 руб.








