 2020-06-12
2020-06-12 273
273Лабораторная работа №5
Измерение угловых размеров угломером и конусными
Калибрами.
Цель работы - приобрести навыки в измерении угловых размеров угломером и конусными калибрами.
Задание:
1. По рисунку обозначить элементы угломера, указать точность данного угломера.
2. Измерить размеры заданной детали угломером
3. Измерить размеры заданной детали конусным калибром.
4. Проставить размеры на эскизе детали.
5. Полученные данные измерений занести в форму отчета.
Перечень необходимых материалов и принадлежностей:
1. Методические указания к выполняемой работе.
2. Универсальный угломер.
3. Конусный калибр.
4. Эскизы деталей без указания размеров.
5. Детали для измерения.
6. Чертежные инструменты.
Порядон выполнения работы:
1. Изучит методические указания.
2. По рисунку обозначить элементы угломера, указать точность данного угломера.
3. Используя образец детали измерить все размеры используя измерительный инструмент в последовательности, указанной в задании.
4. Полученные результаты измерений занести в таблицу формы отчета.
5. На эскизе проставить все полученные размеры с максимальной точностью.
6. Сделать выводы поточности измерения каждым измерительным инструментом.
Методические указания:
Задание 1
1. По рисунку обозначить элементы угломера, указать точность данного угломера.
Рис к заданию 1

Задание 2
2. Угломером измерить угол уклона конуса детали, точностью указанной на инструменте, данные занести в таблицу.
Чертеж детали 1

Задание 3
3. Проверить угол уклона конуса конусным калибром.
Чертеж детали 2

 | |||
 | |||
|
|
ФОРМА ОТЧЕТА.
_______________________
Элементы угломера:
1. _____________________________________________________________
2. _____________________________________________________________
3. _____________________________________________________________
4. _____________________________________________________________
5.______________________________________________________________
6.______________________________________________________________
7. ______________________________________________________________
8. _____________________________________________________________
Эскиз детали 1
Эскиз детали 2
Заполнить таблицу
| Инструмент | L | ℓ1 | ℓ2 | ℓ3 | D | d | dотв | α |
| Штангенциркуль | ||||||||
| угломер | ||||||||
| Калибр | Годен | Не годен | ||||||
|
|
| |||||||
Теоретическая часть.
МЕТОДЫ И СРЕДСТВА КОНТРОЛЯ УГЛОВ
Углы проверяются угольниками, угловыми мерами, калибрами, транспортирами, угломерами, механическими и оптическими делительными головками, гониометрами и синусными линейками. Угольники, калибры и угловые меры являются жесткими мерительными инструментами, они имеют определенные значения углов. Угольники подразделяются на цельные (рис. 80, а) и составные (рис. 80, б). Угловые меры-плитки (рис. 80, в) выпускаются наборами с таким расчетом, чтобы из трех— пяти мер можно было составлять блоки в пределах от 10 до 90°; их изготовляют в виде плиток толщиной 5 мм с точностью угла ±10" (1-й класс) и 30" (2-й класс). Они имеют или один рабочий угол иличетыре рабочих угла: а, 13, б, Т.
Угловые меры в основном применяют для проверки и градуировки различных средств измерения углов и проверки угловых калибров, но они могут применяться и непосредственно для контроля точных углов у деталей машин.
Для измерения углов у деталей чаще всего пользуются универсальными угломерами: нониусными — с ценой деления 2', оптическими — с ценой деления5'. Новинкой является индикаторный угломер с ценой деления 5'. Угломер штриховой с нониусом (рис. 81) состоит из трех основных частей: жестко скрепленных линейки / и лимба 2, который имеет форму полуокруглости; жестко скрепленных линейки 3 с сектором 4 и дополнительного угольника 5, которым пользуются при измерении острых углов (менее 90°). Линейка 3 вращается на оси 6, связанной с лимбом. По дуге лимба 2 нанесена основная шкала с ценой деления 1°, а на дуге сектора 4 — вспомогательная шкала — нониус, который дает возможность отсчитывать дробные части основной шкалы.
Устройство нониуса аналогично устройству нониуса на штангенциркулях (см. рис. 32); так как интервал основной шкалы а принят равным 1° (60'), а число делений на нониусе п равным30, то отсчет по нониусу г равен 2'.

Рис. 81. Нониусный угломер
При измерении острых углов (меньше 90°) к линейке 3 присоединяется дополнительный угольник 5; в этом случае величина измеряемого угла показывается непосредственно нониусом.
Нулевой штрих нониуса показывает число градусов, а штрих нониуса, совпадающий со штрихом шкалы лимба 2, — число минут.
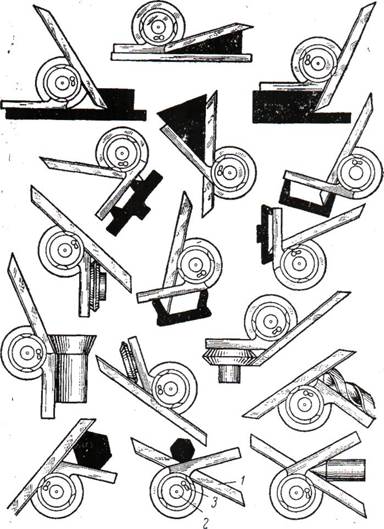 При измерении тупых углов (более 90°) дополнительный угольник 5 не нужен, но в этом случае к показаниям нониуса необходимо еще прибавлять 90°. На рис. 81, если мысленно убрать дополнительный угольник 5, шкала угломера покажет 20°8', а угол, образованный линейками 1 и 3, определится как угол 20°8/ + 90°=110°8. Находят применение и оптические угломеры, которые имеют две линейки и корпус, в котором размещен стеклянный диск со шкалой, разделенной на градусы и минуты. На корпусе помещена лупа, под которой расположен указатель шкалы. При повороте подвижной линейки одновременно с ней поворачивается и лупа с указателем шкалы; отсчет производится после того, как положение угломера зафиксировано зажимным рычагом. При измерении углов следует правильно пользоваться угломерами. Примеры измерения углов угломером с лимбом приведены на рис. 82.
При измерении тупых углов (более 90°) дополнительный угольник 5 не нужен, но в этом случае к показаниям нониуса необходимо еще прибавлять 90°. На рис. 81, если мысленно убрать дополнительный угольник 5, шкала угломера покажет 20°8', а угол, образованный линейками 1 и 3, определится как угол 20°8/ + 90°=110°8. Находят применение и оптические угломеры, которые имеют две линейки и корпус, в котором размещен стеклянный диск со шкалой, разделенной на градусы и минуты. На корпусе помещена лупа, под которой расположен указатель шкалы. При повороте подвижной линейки одновременно с ней поворачивается и лупа с указателем шкалы; отсчет производится после того, как положение угломера зафиксировано зажимным рычагом. При измерении углов следует правильно пользоваться угломерами. Примеры измерения углов угломером с лимбом приведены на рис. 82.
Рис. 82. Примеры пользования угломером
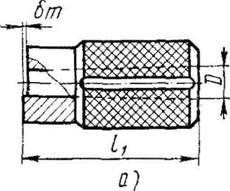
Калибры для контроля конусов. Для обеспечения взаимозаменяемости конусных сопряжений наиболее широкое применение получил контроль качества конусных валов и втулок калибрами. Этот контроль основан на проверке отклонений базорасстояния по методу осевого перемещения калибра относительно проверяемой детали. Так как допуски стандартизованы только для конусов инструментов (ГОСТ 2847—45 и ГОСТ 2848—45), то для них предусмотрены и стандартные конические калибры (ГОСТ 2849—45). Конструкции калибров для проверки конусов инструментов распространены и для проверки конусов деталей.машин и приборов. Калибрами для проверки наружных конусов служат втулки (рис. 87, а) или скобы (рис. 87, в), а для внутренних конусов — пробки (рис. 87, б), с одной стороны которых делаются уступы на расстоянии от торца калибра, равном допуску базорасстояния 8т. Торец проверяемых конических вала и втулки при сопряжении с калибром не должен выходить за пределы плоскостей уступа на калибре; если это условие нарушено, следовательно, конус детали сделан неправильно. Если базорасстояние принято от большего основания конуса (по D), то на калибрах-пробках наносят две риски, расстояние между которыми равно допуску базорасстояния 6т. Конус втулки сделан правильно, если ее торец со стороны D находится между рисками на калибре-пробке. Конусные калибры проверяют по парным калибрам, например втулки припасовывают к парным с ними пробкам. Иногда контрольные калибры изготавливают с повышенной точностью конусности, которую проверяют универсальными средствами.



Рис. 87. Конусные калибры: а -втулки, б -пробки, в -скобы
В практике применяется комплексный метод контроля качества конусности и овальности внутренних и наружных конусов калибрами с помощью краски. Например, на калибр-пробку наносят слой краски и вращают его по поверхности проверяемого конуса. Но этот метод контроля не показывает величины отклонений, а определяет лишь качество
конусной части изделия (по следам краски). Надежность этого метода контроля зависит от квалификации и навыков контролера и равномерности слоя краски, нанесенной на калиб.








