 2020-06-08
2020-06-08 955
955Практическая работа №6
Очистка поверхности пластин и труб металлической щёткой, опиливание ребер и плоскостей пластин, опиливание труб.
Цель занятия: научится выполнять разметку деталей в соответствии с конструкторской документацией (чертежами).
Задание:
1. Изучить процесс очистки и опиливания металла перед сваркой.
2. Выполнить тестовое задание.
Очистка - Для выполнения многих типов задач перед сваркой, поверхность необходимо не только очищать от масла, смазки и грязи, однако нужно так же произвести удаление оксидной пленки, а поверхности необходимо придать равномерную низкую электрическую сопротивляемость. Это может быть достигнуто путем использования механических методов, песко - или дробеструйной обработки, очистки щетками или, что даже легче, химическим способом.
Опиливанием называется операция по обработке металлов и других материалов снятием небольшого слоя напильниками вручную или на опиловочных станках.
С помощью напильников обрабатывают плоскости, криволинейные поверхности, пазы, канавки, отверстия любой формы, поверхности, расположенные под разными углами, и т.п. Припуски на опиливании оставляются небольшими - от 0,5 до 0,25мм. Точность обработки опиливанием составляет 0,2...0,05мм (в отдельных случаях - до 0,001мм).
Напильник представляет собой стальной брусок определённого профиля и длины, на поверхности которого имеются насечки (нарезки), образующие впадины и острозаточенные зубцы (зубья), имеющие в сечении форму клина. Напильники изготавливают из стали У10А, У13А, ШХ15, 13Х, после насекания подвергают термической обработке.
Напильники подразделяют по размеру насечки, её форме, по длине и форме бруска.
Виды и основные элементы насечек. Насечки на поверхности напильника образуют зубья, которые снимают стружку с обрабатываемого материала.
Напильники с одинарной насечкой могут снимать широкую стружку, равную длине всей насечки. Их применяют при опиливании мягких металлов и сплавов с незначительным сопротивленим резанию, а также неметаллических материалов. Одинарная насечка наносится под углом 25 градусов к оси напильника.
Напильники с двойной (перекрёстной) насечкой применяют для опиливания стали, чугуна и других твёрдых материалов с большим сопротивлением резанию.
Напильники с рашпильной (точечной) насечкой (рашпили) применяют для обработки очень мягких металлов и неметаллических материалов - кожи, резины и др.
Рашпильная (точечная) насечка получается вдавливанием металла специальными зубилами.
Напильники с дуговой насечкой применяют при обработке мягких металлов.
Дуговую насечку получают фрезерованием; она имеет большие впадины между зубьями и дугообразную форму, обеспечивающую высокую производительность и повышенное качество обрабатываемых поверхностей.
Классификация напильников
По назначению напильники подразделяют на следующие группы: общего назначения; специального назначения; надфили; рашпили; машинные.
Напильники общего назначения предназначены для общеслесарных работ. По числу n насечек (зубьев), приходящихся на 10мм длины, напильники подразделяются на шесть классов, а насечки имеют номера 0, 1, 2, 3, 4, 5:
· первый класс с насечкой № 0 и 1 (n = 4...12), называют драчёвыми;
· второй класс с насечкой № 2 и 3 (n = 13...24) называют личными;
· третий, четвёртый и пятый класс с насечкой № 4 и 5 (n =24...28), называют бархатными.
Напильники делятся на следующие типы:
1) плоские,
2) плоские остроносые напильники применяются для опиливания наружних или внутренних плоских поверхностей;
3) квадратные напильники используются для распиливания квадратных, прямоугольных и многоугольных отверстий;
4) трёхгранные напильники служат для опиливания острых углов, равных 60 градусов и более, как с внешней стороны детали, так и в пазах, отверстиях и канавках;
5) круглые напильники используются для распиливания круглых или овальных отверстий и вогнутых поверхностей небольшого радиуса;
6) полукруглые напильники с сегментным сечением применяют для обработки вогнутых криволинейных поверхностей значительного радиуса и больших отверстий (выпуклой стороной);
7) ромбические напильники применяют для опиливания зубчатых колёс, дисков и звёздочек;
8) ножовочные напильники служат для опиливания внутренних углов, клиновидных канавок, узких пазов, плоскостей в трёхгранных, квадратных и прямоугольных отверстиях.
Плоские, квадратные, трёхгранные, полукруглые, ромбические и ножовочные напильники изготовляют с насеченными и нарезанными зубьями.
Ромбические и ножовочные напильники изготовляют только с насечками № 2, 3, 4 и 5 длиной соответственно 100...250мм и 100... 315мм.
Напильники специального назначения для обработки цветных сплавов в отличие от слесарных напильников общего назначения имеют другие, более рациональные для данного конкретного сплава углы наклона насечек и более глубокую и острую насечку, что обеспечивает высокую производительность и стойкость напильников.
Напильники для обработки бронзы, латуни и дюралюминия имеют двойную насечку - верхняя выполнена под углами 45, 30 и 50 градусов, а нижняя - соответственно под углами 60, 85 и 60 градусов. Маркируют напильники буквами ЦМ на хвостовике. А также бывают для обработки изделий из лёгких сплавов и неметаллических материалов, тарированные и алмазные напильники.
Надфили - это небольшие напильники, применяются для лекальных, граверных, ювелирных работ, а также для зачистки в труднодоступных местах (отверстий, углов, коротких участков профиля и др.). Изготовляют надфили из стали У13 или У13А (допускается У12 или У12А). Длина надфилей установлена равной 80, 120 и 160мм.
В зависимости от количества насечек, приходящиеся на каждые 10мм длины, надфиля разделяются на пять типов - № 1, 2, 3, 4 и 5. Надфили имеют на рукоятке наносимые номера насечки: № 1 - 20...40; № 2 - 28...56; № 3, 4 и 5 - 40...112 насечек на 10мм длины.
Алмазные надфили применяют для обработки твёрдосплавных материалов, различных видов керамики, стекла, а также для доводки режущего твёрдосплавного инструмента. При обработке надфилями получают поверхности с шероховатостью Ra 0,32...0,16.
Рашпили предназначены для обработки мягких металлов (свинец, олово, медь и др.) и неметаллических материалов (кожа, резина, древесина, пластические массы), когда обычные напильники непригодны. В зависимости от профиля рашпили бывают тупоносые и остроносые, а также круглые и полукруглые с насечкой № 1 и 2 длиной 250...350мм.
Виды опиливания -Опиливание наружных плоских поверхностей начинают с проверки припуска на обработку, который мог бы обеспечить изготовление детали в соответствии с чертежом. При опиливании плоских поверхностей используют плоские напильники - драчёвый и личной. Опиливание ведут перекрёстными штрихами. Параллельность сторон проверяют штангенциркулем, а качество опиливания - поверочной линейкой в различных положениях (вдоль, поперёк, по диагонали).
Лекальные линейки служат для проверки прямолинейности опиленных поверхностей на просвет и на краску. При проверке прямолинейности на просвет лекальную линейку накладывают на контролируемую поверхность и по размеру световой щели устанавливают, в каких местах имеются неровности.
Опиливание поверхностей угольника, расположенных под прямым углом, связано с пригонкой внутреннего угла и сопряжено с некоторыми трудностями. Опиливание конца стержня на квадрат начинают с опиливания грани, размер проверяют штангенциркулем.
Примерная работа:
Инструменты: напильники плоские тупоносые с насечкой № 1 и 2 длиной 300 мм, лекальные линейки с двусторонним скосом 175 мм, напильники плоские тупоносые с насечкой № 3 длиной 250—300 мм.
Приспособления и материалы: тиски параллельные, кордовые щетки, опиловочные рамки и наметки, мел.
1.Закрепить заготовку в тисках.
Закрепить заготовку таким образом, чтобы опиливаемая плоская поверхность выступала над губками на 8—10 мм.
2.Опилить плоскую поверхность продольным штрихом.
Примечание. При опиливании детали продольным штрихом размер напильника выбирать с таким расчетом, чтобы он был длиннее опиливаемой детали не менее чем на 150 мм.
Установить (повернуть) тиски так, чтобы напильник двигался вдоль заготовки.
Опиливание начинать с левого края поверхности.
При движении назад передвигать напильник вправо примерно на 1/3его ширины.
После первого рабочего хода опиливание повторить справа налево способом, указанным выше. Особое внимание обратить на прилегание напильника ко всей поверхности заготовки во время рабочего хода.
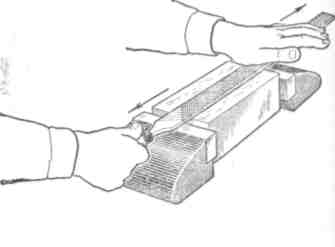
Рис. 90
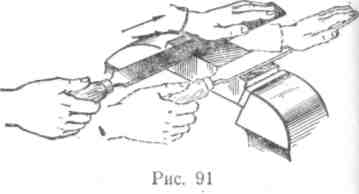
3. Опилить плоскую поверхность: поперечным штрихом.
Установить(повернуть)тиски так чтобы напильник двигался поперек заготовки. Опиливать поверхность одним из следующих способов:
а) после каждого хода придвижения напильника назад смещать его вправо(или влево)на величину, примерно равную его ширине;
б) во время рабочего хода напильник одновременно смещать вправо (или влево) на величину, примерно равную его ширине.
4. Опилить плоскую поверхность перекрестным штрихом.
Установить тиски так, чтобы напильник двигался под углом 30—40° к заготовке. Опилить плоскую поверхность слева направо, применяя один из ранее указанных способов.
Повернуть тиски так, чтобы напильник двигался под углом 30—40° к заготовке. Опилить плоскую поверхность справа налево (рис. 92).
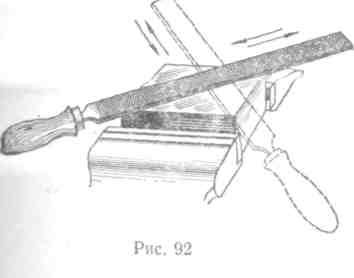
Качество опиливания поверхности проверить по штрихам:
- если штрихи от предыдущего рабочего хода полностьюисчезают при повторном рабочем ходе, то поверхность опилена правильно;
- если от предыдущего рабочего хода остаются штрихи, значит, в этих местах есть впадины.
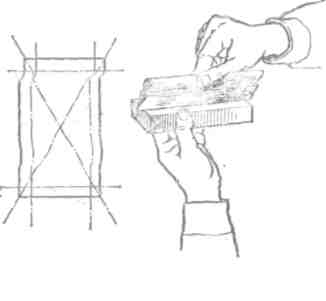
5. Опилить плоскую поверхность с проверкой ее лекальной линейкой.
Опилить плоскую поверхность заготовки любым из ранее указанных способов (продольным, поперечным или перекрестным штрихом). После каждых одного-двух рабочих ходов заготовку вынимать из тисков и проверять качество опиливания поверхности лекальной линейкой следующим образом:
а) взять левой рукой заготовку, а правой линейку;
б) повернуться к источнику света, поднять заготовку на уровень глаз и поставить линейку на проверяемую поверхность, перпендикулярно ей;
в) если просвета между линейкой и поверхностью нет или он равномерен, поверхность опилена правильно, а если просвет неравномерный, то неправильно;
г) таким образом проверяют опиленную поверхность вдоль и поперек детали и по диагоналям.
Опилить выступающие места на поверхности, выявленные при проверке, добиваясь равномерного просвета между линейкой и опиленной поверхностью.
Соблюдать следующие правила проверки:
- перед проверкой очищать поверхность от опилок;
- не передвигать линейку по поверхности, так как от этого линейка быстро изнашивается (линейку следует переставлять);
- не наклонять линейку во время проверки;
- не бросать линейку на верстак.
6. Опилить узкую плоскую поверхность с применением опиловочных приспособлений (рамок, наметок).
Закрепить заготовку вместе с опиловочным приспособлением в тисках так, чтобы разметочная риска заготовки совпала с верхней закаленной поверхностью приспособления.
Опилить выступающую часть заготовки 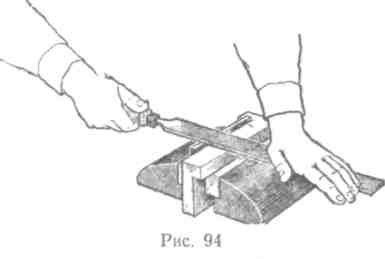
Опиливание труб
Не следует путать эту операцию с зачисткой. Они имеют существенное отличие, да и выполняются разными инструментами: опиливание — надфилями и напильниками, а зачистка — шкурками, шлифовальными кругами, проволочными щетками и пр.
Зачистка — только удаление шероховатостей, а опиливание — удаление заусенцев и изменение размера детали при подгоне одной под другую (с нее снимается слой металла). Разные детали опиливают различными напильниками. Но процесс опиливания производят одинаково: деталь (в данном случае трубу) зажимают в тиски так, чтобы в рабочем пространстве осталось не более 10 см трубы. Движения напильником по отношению к поверхности детали должны быть горизонтальными.
Трубы опиливают плоским напильником: сначала грубую обработку делают напильником № 0, затем доводят напильником № 4 или № 5.
Если труба в тисках закреплена горизонтально, то во время работы напильник напоминает качели — его положение по отношению к трубе меняется. Если же вертикально, то по ходу напильника его носик поднимается немного вверх и влево, при обратном ходе носик смотрит прямо вперед. После обработки одной части трубы ее поворачивают в тисках на 120° и продолжают опиливание другой стороны трубы. Время от времени деталь вынимают из тисков и проверяют качество опиливания.
Рис. 1. Напильник для обработки среза трубы
Контрольные вопросы
1. Как организовать рабочее место для опиливания металла?
2. В каких случаях опиливают плоскую поверхность:
а) продольным штрихом?
б) поперечным штрихом?
в) перекрестным штрихом?
Какой из этих способов более производительный?
3. Как опилить плоскую поверхность:
а) продольным штрихом?
б) поперечным штрихом?
в) перекрестным штрихом?
Какой из этих способов дает большую точность?
4. Как проверить качество опиливания плоской поверхности лекальной линейкой?
5. Почему при проверке плоской поверхности лекальной линейкой ее необходимо располагать перпендикулярно плоскости детали?
6. Как добиться точного опиливания плоской поверхности?
7. Как опилить плоскую узкую поверхность с применением опиловочной рамки?
8. Какие правила безопасности труда необходимо соблюдать при опиливании плоских поверхностей?
Ответы жду на почту








