 2020-06-08
2020-06-08 539
539Цель занятия: Ознакомиться с приспособлениями для сборки и сварки. Изучить правила выбора сборочно-сварочных кондукторов для плоских, пространственных металлоконструкций.
Сборочное оборудование подразделяют на несколько основных групп.
Сборочные кондукторы – это устройства, состоящие из плоской или объемной рамы или плиты, на которой размещаются установочные и зажимные элементы. В кондукторах обычно производится сборка и сварка изделия, они могут быть поворотными и неповоротными.
Сборочные стенды и установки предназначены для крупных изделий, они имеют неподвижное основание с размещенными на нем установочными и зажимными элементами и оборудуются специальными передвижными или переносными устройствами.
Для сборки плосколистовых конструкций используют электромагнитные стенды и стенды с передвижными балками и порталами.
При сборке продольных стыков цилиндрических конструкций применяют установки, состоящие из портальной рамы и различных стяжек. Для сборки обечаек по кольцевым стыкам используют установки, оборудованные осевыми и радиальными прижимами. Устройства, оснащенные радиальными и торцевыми прижимами, предназначены для сборки обечаек с днищем.
В серийном производстве для сборки балочных и рамных конструкций применяют стенды с передвижными сборочными порталами и сборочные кондукторы (рис.2).
Универсально-сборочные приспособления (УСП) предназначены для широкой номенклатуры изделий. Система УСП включает в себя основание - плиту с Т-образными пазами, а также установочные и зажимные элементы, закрепляемые на плите в разных сочетаниях в зависимости от формы собираемого изделия.
Переносные сборочные приспособления - это универсальные приспособления, используемые для сборки изделий на предприятиях с разным типом производства.
К переносным приспособлениям относятся стяжки, предназначенные для сближения кромок свариваемых изделий; струбцины, служащие для прижима деталей друг к другу или установки и закрепления их в определенном положении, распорки, применяемые для выравнивания кромок, сохранения формы и размеров изделий в процессе сварки, домкраты, используемые в качестве регулируемых опор для установки тяжелых деталей при сборке, центраторы, обеспечивающие соосность и совмещение торцевых кромок труб и обечаек при сварке.
В процессе сварки изготавливаемое изделие приходится непрерывно вращать или кантовать. Для этого существуют поворотные приспособления, вращатели, кантователи и манипуляторы.
Вращатели используются при сварке цилиндрических обечаек больших диаметров, кольцевых швов длинных изделий (труб). Передвижной торцевой вращатель работает на монтаже магистральных газопроводов.
Для поворота свариваемых конструкций в удобное положение служат кантователи, некоторые из них могут стопориться в любом положении. Кантователи приводятся в действие электродвигателем.
Для сварки небольших партий однотипных изделий или разнородных конструкций применяют манипуляторы, обеспечивающие регулируемую скорость вращения планшайбы (стола) и различный угол наклона изделия. Маршевая скорость манипуляторов значительно превышает скорость сварки; она предназначена для установки изделий в исходное положение.
Позиционеры предназначены для установки изделия в нужное положение; они имеют только маршевую скорость.
Выпускаются манипуляторы и позиционеры различных моделей и грузоподъемности – от 0,06 до 100 т.
Рычажный (рис.1а) и эксцентриковый (рис.1б) прижимы обеспечивают сжатие собираемых деталей. Струбцина (рис.1в) предназначена для стягивания или, наоборот, раздвижения кромок; стяжной винт имеет левую и правую резьбу. Назначение и принцип действия приспособления, показано на (рис.1г) понятны из схемы. На (рис.1д) показано клиновое приспособление для выравнивания кромок соединяемых
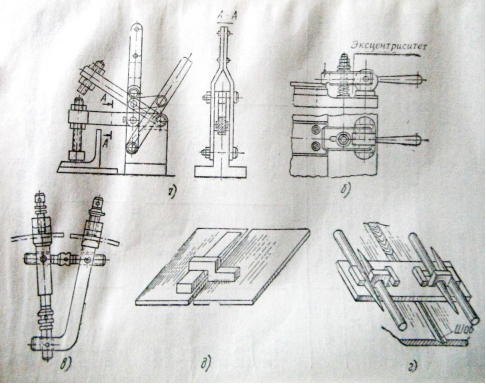
Рис.1 Переносные приспособления для сборочно-сварочных работ.
а – рычажный прижим; б – эксцентриковый прижим; в – струбцина; г – стяжное приспособление; д – клиновое приспособление для выравнивания кромок.
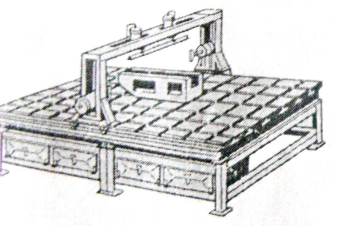
Рис.2 Универсальный стенд для сборки узлов сварных конструкций.
Приспособления классифицируют в соответствии со следующими признаками:
- выполняемые операциитехнологического процесса – приспособления для разметки, термической резки, сборки под сварку,
сварки комбинированные (например, сборочно-сварочные), контроля качества, термообработки, правки, механические (для установки, поворота и т.д.) и подъемно-транспортные;
- вид обработки и метод сварки– приспособление для дуговой, электрошлаковой и контактной сварки, сварки, наплавки, пайки, термической резки и др.;
- степень специализации – специальные, предназначенные для выполнения одной определенной операции при изготовлении конкретной конструкции в условиях серийного и массового производства, переналаживаемые (групповые), служащие для осуществления данной операции для группы однотипных изделий в условиях мелкосерийного производства, универсальные, применяемые для выполнения сборочно-сварочных операций при изготовлении разных изделий в условиях единичного и мелкосерийного производства;
- уровень механизации и автоматизации – ручные, механизированные, полуавтоматические и автоматические;
- вид установки – стационарные, передвижные и переносные;
- возможность поворота – неповоротные и поворотные;
- источник энергии – пневматические, гидравлические, электромеханические, магнитные, вакуумные и др.
При выборе приспособлений изучают чертежи сварной конструкции, технические условия на ее изготовление, технологический процесс сборки и сварки, а также производственную программу выпуска изделий.
Выбор типа приспособления зависит от способов сборки и сварки, особенностей конструкции, материала, формы и размеров деталей, требуемого качества сборки и сварки и от заданной производительности.
Сборочно-сварочные приспособления применяются тогда, когда сборку и сварку нецелесообразно вести без изменения местоположения конструкции. Если сварка производится непосредственно после сборки и конструкция не подвергается перестановке и транспортированию, то качество ее повышается. Переустановка изделия со сборочного приспособления на сварочное увеличивает длительность цикла изготовления и трудоемкость. В то же время сборочно-сварочные приспособления обычно сложнее и дороже сборочных.
Специальные приспособления обеспечивают более высокую производительность и качество сварных соединений, чем универсальные. Но их использование экономически целесообразно только при массовом и крупносерийном производстве.
В единичном и мелкосерийном производстве следует применять универсальные приспособления, которые по завершении выпуска одного изделия можно использовать для изготовления другого.
В серийном и массовом производстве предпочтительны механизированные приспособления (пневматические, гидравлические и др.), исключающие ручные работы и позволяющие повысить производительность процесса изготовления.








