 2020-06-29
2020-06-29 509
509
Конструкцию листоформовочных машин мы изучали в курсе «Технологического оборудования» (см. урок 63, 64 (задание от 12.05.2020г.).
Для производства листовых асбестоцементных листов в промышленности нашли применение листоформовочные машины двух типов: широкие с рабочей шириной сукна 1600 мм и узкие с рабочей шириной сукна 1 200 мм. Листоформовочная машина (рис. 1) состоит из следующих частей: сетчатая часть, в которую входят ванны сетчатых цилиндров, мешалки, рама, отжимные валки, промежуточная стойка с вакуум-коробкой и сукнобойкой, распорные балки с механизмом регулирования сукна и натяжным устройством, а также ряд вспомогательных устройств; прессовая часть, состоящая из станины, форматного барабана, пресс-вала, механизма нагружения, механизма подъема форматного барабана и отжимного валика.
Листоформовочную машину можно разделить на следующие основные ремонтные узлы: узел привода пресс-вала (шестерни, валы редуктора, муфта, подшипники, звездочки, цепи); узел привода мешалок (шестерни, валы, редукторы, муфты, подшипники, звездочки, цепи); прессовая часть или узел форматного барабана (подшипники и вал форматного барабана, подъемный механизм, пресс-вал, подшипники пресс-вала, цапфы, дополнительный пресс-вал, подшипники дополнительного пресс-вала, пружины); отжимные валы; сетчатые цилиндры с подшипниками и сальниковыми уплотнениями; лопастные мешалки (мешалки, подшипники в сборе, сальниковые уплотнители); ролики вакуумной коробки; устройство для регулирования и натяжения сукна (винты с гайками, ролики); сукно-бойка; разгонный ролик; трубопроводы устройства промывки и очистки сукна; отклоняющие, поддерживающие и отжимные ролики; срезчик наката и др.
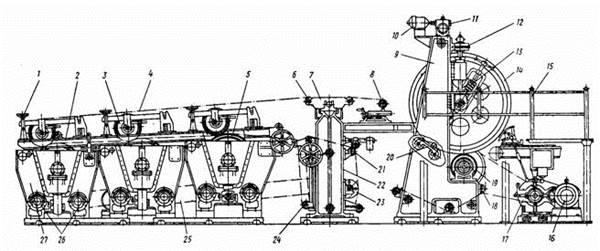 Рис. 1. Листоформовочная машина для изготовления асбестоцементных листов: 1 — маховик; 2 — фальцевая рама; 3 — отжимной вал; 4 — сукно; 5 — сетчатый цилиндр; 6 — ролики; 7 — вакуум-камера; 8 — опорный ролик; 9 — станина; 10, 16 — электродвигатели; 11, 17 — редукторы; 12 — механизм подъема; 13 — пружинный амортизатор; 14 — форматный барабан; 15 — площадка; 18 — отклоняющий ролик; 19 — пресс-вал; 20 — подпрессовочный валик; 21 — ролики; 22 — колонка; 23 — сукнобойка; 24 — натяжной механизм; 25 — цепная передача; 26 — мешалки; 27 — ванны
Рис. 1. Листоформовочная машина для изготовления асбестоцементных листов: 1 — маховик; 2 — фальцевая рама; 3 — отжимной вал; 4 — сукно; 5 — сетчатый цилиндр; 6 — ролики; 7 — вакуум-камера; 8 — опорный ролик; 9 — станина; 10, 16 — электродвигатели; 11, 17 — редукторы; 12 — механизм подъема; 13 — пружинный амортизатор; 14 — форматный барабан; 15 — площадка; 18 — отклоняющий ролик; 19 — пресс-вал; 20 — подпрессовочный валик; 21 — ролики; 22 — колонка; 23 — сукнобойка; 24 — натяжной механизм; 25 — цепная передача; 26 — мешалки; 27 — ванны
Перед разборкой машины необходимо промыть сукно и сетчатые цилиндры в течение 5—10 мин на холостом ходу; выпустить массу из ванн сетчатых цилиндров; очистить машину, корыта, желоба и водосливные кюветы, отключить вакуум-насосы и насосы осветленной и отработанной воды. Разборку начинают со снятия сукна (ленты), для чего поднимают форматный барабан с помощью механизма подъема.
Затем поднимают один конец пресс-вала на такую высоту, чтобы обеспечить съем сукна. Если конструкцией машины предусмотрен второй пресс-вал с пружинным или масляным амортизатором, то следует перед снятием сукна вывести амортизатор из опор форматного барабана.
После этого приступают к разборке приводов, демонтажу толщиномера, центрирующего и режущего устройств, а затем снимают форматный барабан и пресс-вал. Далее снимают натяжное устройство, сукнобойку, разгонный ролик, водопроводную магистраль и промывные трубы.
После демонтажа отжимных валов лебедками поднимают фальцевую раму, вытаскивают сукно, демонтируют сетчатые цилиндры вместе с корпусами подшипников, мешалки, вакуумные коробки и т.д. Разборку станины форматного барабана и ванн сетчатых цилиндров при капитальном ремонте не проводят.
После дефектовки приступают к ремонту и восстановлению деталей. Основной и дополнительные пресс-валы, а также отжимные валы и ролики имеют обрезиненную поверхность, которая в процессе работы изнашивается. В отличие от отжимных валов пресс-вал покрыт не мягкой, а твердой резиной. Эти детали ремонтируют вулканизацией их рабочих поверхностей с последующей проточкой на токарном станке. Если слой резины изношен незначительно, то пресс-вал и ролики протачивают. При этом биение пресс-вала и отжимных роликов допускается не более 0,2 мм, а конусность — также не более 0,2 мм. Эти детали в сборе должны быть отбалансированы.
Ремонт сетчатых цилиндров в основном сводится к восстановлению шеек вала и замене латунной сетки. После восстановления шеек вала сетчатого цилиндра последний в сборе проверяют на биение в центрах токарного станка с помощью индикаторов часового типа. Допустимое биение шеек вала 0,05 мм, а каркаса сетчатого цилиндра — не более 1,5 мм. У сетчатых цилиндров сетки забиваются асбестоцементной массой, которую очищают пескоструйным аппаратом. Сетчатый цилиндр с сеткой устанавливают на козлах и обрабатывают кварцевым песком, а затем сетку обдувают струей сжатого воздуха. При износе верхней латунной сетки ее следует заменить.
До установки новой сетки сетчатый цилиндр промывают, погружая в ванну, содержащую 15—20-%-ной раствор соляной кислоты (для удаления окислов меди), а затем смывают чистой водой, натягивают новую сетку и припаивают ее к нижней сетке. Край сетки со всех сторон обрезают, а с торцов заправляют в специальные канавки и забивают лентой из прорезиненного ремня. Форматный барабан восстанавливают проточкой на лоботокарном или карусельном станке. Правильность установки сетчатых цилиндров проверяют по их горизонтальности, параллельности между собой, а также по перпендикулярности к продольной оси машины.
Ремонт мешалок ванн сетчатых цилиндров сводится к замене изношенных лопастей, правке вала, металлизации шеек вала с последующей механической обработкой и замене втулок, предохраняющих шейки валов от истирания в местах сальниковых уплотнений. Изношенные лопасти срезают сваркой, электродом Э-42 приваривают новые, а вал проверяют на биение в центрах токарного станка. Предохранительные втулки в местах резиновых уплотнений не ремонтируются, а заменяются новыми. При сборке лопастных валов мешалок проверяют правильность их установки (отсутствие перекоса в подшипнике); мешалки должны свободно проворачиваться вручную.
Отжимные валы при установке проверяют на соосность с сетчатым цилиндром. Смонтированные форматный барабан и пресс-валы должны свободно и плавно вращаться в своих опорах. Параллельность дополнительных пресс-валов проверяют при помощи микрометрического штихмаса, причем расстояния между шейками валов замеряют с внутренней стороны корпуса подшипника или по краям цилиндра; отклонение не должно превышать 0,8—1 мм.
Схема проверки соосности форматного барабана и пресс-вала показана на рис.2. Расстояние между отвесами не должно превышать 1 мм. Боковое смещение сукна относительно средней линии вакуумной коробки не должно превышать 10—15 мм.
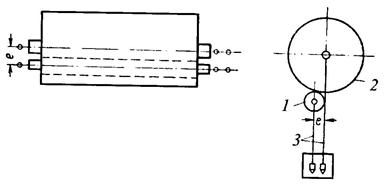
Рис. 2. Схема проверки соосности форматного барабана и пресс-вала: 1 — форматный барабан; 2 — пресс-вал; 3 — отвесы
После окончания сборки машину опробуют на холостом ходу, следя за правильностью сборки узлов машины и ходом сукна. Убедившись в нормальной работе машины, ее останавливают и подготавливают к работе под нагрузкой, для чего необходимо: окончательно натянуть и отцентровать сукно; поднять пружины нажимных устройств форматного барабана; подтянуть пружины нажимных устройств отжимных валов; отрегулировать давление подпрессовочных валов; отрегулировать давление заглаживающего валка; отрегулировать вакуум-систему; отрегулировать давление воды в спринклерных трубках (оно должно быть не менее 0,2 МПа).








