 2020-06-29
2020-06-29 185
185Методический материал для изучения темы
28.05.2020 г. Производственная практика.
ПМ.07. «Технология ручной электродуговой сваркой»
Тема: Электродуговая наплавка режущего инструмента (резцы, фризы).
Для изготовления металлорежущего инструмента (резцы, сверла, фрезы и пр.) используют быстрорежущую сталь марок Р9 и Р18, в состав которой входят дорогие и дефицитные элементы — вольфрам, ванадий и пр. Для многолезвийных инструментов, к корпусу которых предъявляются повышенные требования, применяют легированную машиностроительную сталь марок 35Х или 40Х. Заготовки для металлорежущего инструмента наплавляют вручную электродами марки ЦИ-1М, ЦИ-1Л, ЦИ-1У; И-1, И-2 и др.
Ручную наплавку заготовок резцов, дисковых и червячных фрез и другого режущего инструмента производят в специальных медных формах, которые обеспечивают получение заданных размеров наплавляемого инструмента. 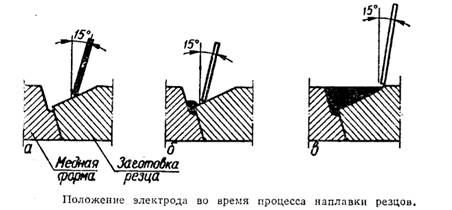
Наплавку резцов производят без предварительного подогрева в один прием, т. е. без перерывов горения дуги до окончания наплавки всего резца.
Такой прием наплавки называется ванным способом. Сущность этого способа заключается в том, что сварщик сразу производит наплавку всей наплавляемой поверхности, стараясь поддерживать весь объем наплавляемого металла в жидком состоянии до тех пор, пока медная форма полностью не заполнится наплавленным металлом. Ванным способом наплавляют не только резцы, но и другой режущий инструмент (червячные фрезы и пр.), режущие грани которого имеют малую площадь наплавки.
При наплавке резцов зажигание дуги производится в середине заготовки, после чего дугу переводят к режущей кромке. По окончании процесса наплавки сварочную дугу выводят на верхнюю грань заготовки. При изготовлении резцов применяют также групповой метод наплавки, при котором большое количество державок (до 100 шт.) предварительно заформовывают в металлическом противне в литейную формовочную смесь на расстоянии 20—30 мм друг от друга. Это сокращает вспомогательное время на подготовку державок к наплавке.
Фрезы в процессе обработки изнашиваются, в основном, по задней поверхности.

Величина износа характеризуется шириной ленточки износа hз.
Возможен также, особенно при черновом фрезеровании, превалирующий износ по передней поверхности (в форме лунки). Возможны и другие формы износа, например, округление кромки и ее микровыкрашивания (последнее нежелательно).
Ручную наплавку заготовок дисковых и червячных фрез и другого режущего инструмента производят в специальных медных формах, которые обеспечивают получение заданных размеров наплавляемого инструмента.
Для наплавки дисковых фрез применяют более простую медную форму.

Червячные и дисковые фрезы диаметром свыше 130 мм наплавляют с предварительным подогревом до 400—500°. При наплавке указанного вида инструментов следует применять специальные приспособления, позволяющие производить легкое вращение деталей во время наплавки.








