 2020-08-05
2020-08-05 273
273Контрольная работа
по дисциплине
«Автоматизация управления ЖЦ продукции»
На тему: «Оси. ГОСТ 9650-80»
Выполнил: Ст. гр. название
Фамилия И.О.
Проверил: к.т.н., доцент
Саратов 201
Введение
CALS технология охватывает все этапы жизненного цикла изделия, математическое обеспечение всех используемых в ней автоматизированных систем обработки информации должно быть интегрированным, взаимосвязанным через единую систему математического моделирования, обеспечивающую: - создание взаимосвязанных моделей разнородных объектов и процессов (изделий; средств проектирования, производства и эксплуатации; процессов проектирования, производства, управления и т.п.); построение взаимосвязанных моделей, соответствующих разному уровню знаний и различной полноте представления данных о моделируемом объекте или процессе; -прозрачность моделей, смысловую ясность и понятность всех данных, и связей для пользователя системы; адаптацию других методов моделирования, моделей и алгоритмов с целью включения их в единую систему моделирования.
СALS охватывает и сводит воедино широкую гамму средств, инструментов и методов, используемых для совершенствования, поддержки и обеспечения хозяйственной деятельности предприятия. Внедрение CALS в организационную структуру предприятия должно рассматриваться как часть общей стратегии экономической деятельности. Внедрение CALS нельзя считать чисто техническим вопросом, затрагивающим только специалистов по информационным технологиям, а следует исходить из экономических потребностей и характера деятельности предприятия, учитывать основные направления деятельности, нужды заказчиков и поставщиков. Элементы CALS следует применять прежде всего там, где требуются эффективное управление и обмен информацией для решения ключевых проблем бизнеса, какими могут быть, например, сокращение периода освоения, затрат на разработку или необходимость придерживаться методов работы, используемых основным заказчиком. После определения того, каким образом внедрение принципов CALS можно использовать для совершенствования бизнеса, следует разработать и опубликовать концепцию внедрения CALS в организации. Эта концепция должна разъяснять побудительные мотивы и перспективу внедрения по отношению к общему стратегическому курсу предприятия. Любые капитальные вложения в CALS необходимо обосновать и сравнить с прибылью, получаемой от реализации других мероприятий по совершенствованию бизнеса.
Задание: Составить проект полного ЖЦ изделия современного машиностроительного производства изделия: Оси. ГОСТ 9650-80 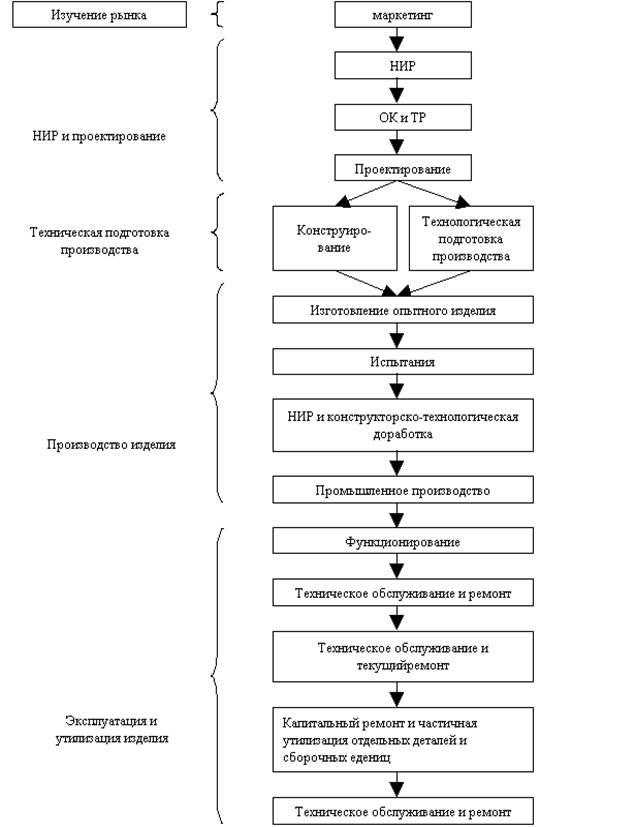
Рисунок 1 – Типовой алгоритм жизненного цикла изделия,
согласно техническому заданию.
Этапы жизненного цикла современного машиностроительного производства:
§ Маркетинговые исследования
§ Проектирование продукта
§ Планирование и разработка процесса
§ Закупка
§ Производство или обслуживание
§ Проверка
§ Упаковка и хранение
§ Продажа и распределение
§ Монтаж и наладка
§ Техническая поддержка и обслуживание
§ Эксплуатация по назначению
§ Послепродажная деятельность
§ Утилизация и(или) переработка
Учет этапов жизненного цикла позволяет уменьшить издержки на доработку изделия или даже предотвратитьвозможную катастрофу вследствие действия «непредусмотренных» обстоятельств, рациональноспланировать деятельность по созданию и обслуживанию продукции.
Автоматизированные системы управления ЖЦП.
Учёт всех этапов ЖЦП существенно усложняет задачу проектирования и производства продукции. Однаковозможность её решения достигается применением автоматизированных систем управления ЖЦИ.
Автоматизация проектирования осуществляется системами автоматизированного проектирования. В САПР машиностроительных отраслей промышленности принято выделять системы функционального, конструкторского и технологического проектирования.
Первые из них называют системами расчетов и инженерного анализа или системами CAE (Computer AidedEngineering).Системы конструкторского проектирования называют системами CAD (Computer Aided Design). Проектирование технологических процессов составляет часть технологической подготовки производства ивыполняется в системах CAM (Computer Aided Manufacturing).
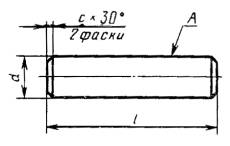
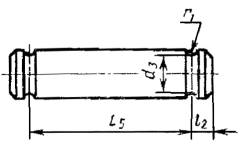
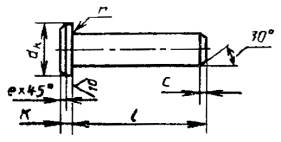
Изделие, как объект разработки:
| Тип 1 |
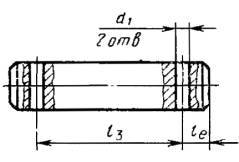
| Тип 2 (под шплинт) |
| Тип 3 (под замковую шайбу) |
| Тип 4 (под запорное кольцо) |
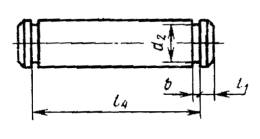
| Тип 5 |
| Тип 6 (под шплинт) |
| Тип 7 (под замковую шайбу) |

| Тип 8 (под запорное кольцо) |
Оси. ГОСТ 9650-80, применяемые в агрессивных средах, при высоких и низких температурах изготавливаются из сталей марки: Ст3сп, 20, 40, но могут быть изготовлены из других материалов по согласованию между потребителем и изготовителем.
Таблица 1
| d | l 0 | l 1 | l 2 | d к | K | d 1 | d 2 | d 3 | b | r | e | r 1 | c | ||||
| норм. | увел. | норм. | увел. | норм. | увел. | ||||||||||||
| 3 | 3 | - | - | - | 5 | - | - | - | 0,8 | - | - | - | - | 0,6 | 0,6 | - | 0,6 |
| 4 | 1,5 | 6 | 7 | 1 | 1,5 | 1,0 | 3 | 1,5 | |||||||||
| 5 | 4 | 8 | - | 1,6 | - | 1,2 | |||||||||||
| 6 | 3 | 10 | - | 2,0 | - | 1,6 | 4 | 5,6 | -0,1 | 0,4 | |||||||
| 8 | 5 | 12 | 14 | 2,0 | 3 | 2,0 | 7,6 | ||||||||||
| 10 | 2,5 | 4 | 14 | 18 | 2,5 | 4,0 | 3,2 | 8 | 9,6 | 1,0 | |||||||
| 11 | - | - | 15 | - | - | - | - | - | - | ||||||||
| 12 | 5,5 | 2,5 | 4 | 16 | 20 | 8 | 11,4 | -0,1 | 1,5 | 0,6 | |||||||
| 14 | 6,0 | 3,0 | 5 | 18 | 22 | 3,0 | 4,0 | 10 | 13,4 | 2,0 | 1,6 | ||||||
| 16 | 20 | 25 | 4,5 | 15,0 | 1,0 | ||||||||||||
| 18 | 6 | 7,0 | 22 | 28 | 5,0 | 5,0 | 14 | 17,0 | 1,0 | ||||||||
| 20 | 8,0 | 25 | 30 | 4,0 | 18,8 | -0,2 | 1,0 | 1,2 | |||||||||
| 22 | 3,5 | 6 | 28 | 33 | 5,5 | 18 | 20,8 | 2,5 | |||||||||
| 24 | 9,0 | - | - | 30 | 36 | 6,0 | 6,3 | - | - | - | - | - | |||||
| (25) | 3,5 | 6 | 32 | 38 | 5,0 | 20 | 23,8 | -0,2 | 2,5 | 1,2 | |||||||
| 27 | - | - | 36 | 40 | - | - | - | - | - | ||||||||
| (28) | 3,5 | 6 | 20 | 26,8 | -0,2 | 2,5 | 1,2 | ||||||||||
| 30 | 8 | 10 | 4,5 | 8 | 38 | 44 | 5,0 | 8,0 | 8,0 | 24 | 28,8 | -0,2 | 2,5 | 1,0 | 1,0 | 1,2 | 1,6 |
| (32) | - | 40 | 45 | 6,0 | - | - | 1,6 | - | 2,5 | ||||||||
| 33 | - | 47 | - | - | |||||||||||||
| 36 | 5,0 | 45 | 50 | 28 | 3,0 | ||||||||||||
| 40 | 50 | 55 | 32 | ||||||||||||||
| 45 | 10 | 12 | 55 | 60 | 7,0 | 9,0 | 10,0 | 36 | 2,5 | ||||||||
| 50 | 5,5 | 60 | 66 | 40 | 3,5 | ||||||||||||
| 55 | 14 | 65 | 72 | 8,0 | 11,0 | 45 | |||||||||||
| 60 | 70 | 78 | 12,0 | ||||||||||||||
| 70 | 12 | 16 | 6,5 | 80 | 90 | 10,0 | 13,0 | 13,0 | 55 | ||||||||
| 80 | 8,5 | 90 | 100 | 65 | 4,0 | ||||||||||||
| 90 | 14 | 100 | 110 | 12,0 | 75 | 4,0 | |||||||||||
| 100 | 110 | 120 | 85 | ||||||||||||||
Все параметры в таблице указаны в мм.
Поля допусков размеров должны соответствовать указанным в табл. 2.
Таблица 2
| Обозначение размеров | Поля допусков |
| d | f 8, h 8, f 9, a 11, c 11, d 11, h 11, h 12, b 12 |
| к | js14 (js16) |
| d к, d 2 | h 14 |
| d 1, b | H 13 (H 14) |
| l | js15 |
| остальные | 
|
| Размеры до 1 мм: | |
| отверстия | H 13 |
| остальные | 
|
Параметр шероховатости Ra (ГОСТ 2789-73) цилиндрической поверхности А в зависимости от диаметра d и полей допусков не должен быть более значений, указанных в табл.3.
Таблица 3
| d, мм | Для полей допусков | ||
| f 8, h 8, f 9 | a 11; e 11, d 11, h 11 | h 12, b 12 | |
| 3 - 10 | 2,5 (10) | 2,5 (10) | 5 (20) |
| 11 - 50 | 2,5 (10) | 5,0 (20) | 10 (40) |
| 55 - 100 | 5,0 (20) | 5,0 (20) | 10 (40) |
Все значения в микрометрах
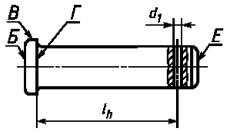
Отклонение расположения поверхностей осей не должны превышать допусков, указанных в табл. 4.
Таблица 4
| d | Допуски | ||
| соосности поверхности В относительно поверхности А (в радиусном выражении) | торцевого биения поверхности Г относительно поверхности А | пересечения оси отверстия d 1относительно оси поверхности А (в радиусном выражении) | |
| До 10 | 0,25 | 0,06 | 0,25 |
| Св. 10 до 18 | 0,40 | 0,10 | 0,30 |
| Св. 18 до 30 | 0,60 | 0,12 | 0,40 |
| Св. 30 до 50 | 0,85 | 0,16 | 0,50 |
| Св. 50 | 1,00 | 0,25 | 0,60 |
Все значения в миллиметрах
Изделие, как объект PLM:
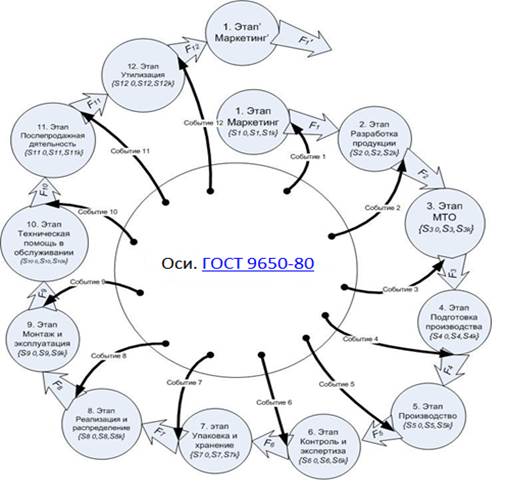
Рисунок 2 – Алгоритм PLM (ЖЦП) для изделия ГОСТ 9650-80
Изделие, реализация и менеджмент:

Рисунок 3 – Стандартизированный жизненный цикл изделия машиностроения
согласно нормативам ISO 9000 – ISO 9008.
В этом цикле выделяют четыре этапа:
1. Этап выведения на рынок.
2. Этап роста.
3. Этап зрелости.
4. Этап упадка.
Различные этапы ЖЦТ требуют использования различных стратегий маркетинга.
Этап выведения товара на рынок - период медленного роста сбыта по мере выхода товара на рынок. Этап выведения начинается с момента распространения товара и поступления его в продажу. Процедура выведения товара на рынок требует времени, и сбыт в этот период обычно растет медленно. В связи с большими затратами по выведению товара на этом этапе фирма либо несет убытки, либо прибыли очень невелики из-за незначительных продаж и высоких расходов по организации распределения товара и стимулированию его сбыта. Затраты на стимулирование достигают в это время своего наивысшего уровня, т.к. необходимо:
Вывод:
Оси ГОСТ 9650-80
Близкие аналоги ISO 1005-9-86
Благодаря достаточно продолжительному использованию данного изделия на территориях стран СНГ, и ввода ГОСТа данного изделия в 1980, Оси ГОСТ 9650 - 80 довольно широко применяется в машиностроении,
автомобилестроении, станкостроении и т. д. Стандартизация образца и унификация с западными аналогами позволяют быть изделию взаимозаменяемым в области применения.
Есть большие сомнения в устаревании данного изделия, но вероятность деформации данного образца и его точностные характеристики зависят от качества заготовочного сырья и условий производства. Возможно, что более дешевый аналог отечественного производства распространяется по ТУ, и может не гарантировать стандартизированные размерные характеристики осей по ГОСТу 9650-80








