 2020-08-05
2020-08-05 220
220Прочие виды покрытий – (П).
Если в составе покрытия железного порошка более 20% к обозначению вида покрытия электродов следует добавлять букву (Ж).
Лекция № 2
Классификация электродов
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
| Неметаллические сварочные электроды | Металлические сварочные электроды | ||
| Неплавящиеся | Неплавящиеся | Плавящиеся | |
| · Графитовые | · Вольфрамовые | Покрытые | Непокрытые |
| · Стальные · Чугунные · Медные · Алюминиевые · Бронзовые и другие | Использовались на ранних стадиях развития сварочных технологий. Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. | ||
1.Классификация по допустимым пространственным положениям сварки или наплавки:
- для всех положений сварки- 1;
- для всех положений, кроме вертикального сверху вниз - 2;
- для нижнего, горизонтального на вертикальной плоскости и вертикального снизу вверх- 3;
- для нижнего и нижнего в лодочку- 4.
2. Классификация по назначению:
- У - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600Мпа ГОСТ предусматривает 9 типов электродов (338, 342, Э42А (УОНИ 13/45), Э46 (АНО-3, АНО-4, МР-3, ОЗС-4, ОЗС-6), Э46А, Э50 (УОНИ 13/55), Э50А, Э55, Э60); У - для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600Мпа ГОСТ предусматривает 9 типов электродов (338, 342, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60);
- Л - для сварки легированных конструкционных сталей с временным сопротивлением разрыву свыше 600Мпа; ГОСТ предусматривает 5 типов электродов(Э70, Э85, Э100, Э125, Э150);
- Т - для сварки легированных теплоустойчивых сталей - 9 типов;
- В - для сварки высоколегированных сталей с особыми свойствами - 49 типов (ГОСТ 10052-75);
- Н - для наплавки поверхностных слоев с особыми свойствами - 44 типа (ГОСТ 10051-75);
3. Виды электродов по типу покрытия:
- с кислым покрытием (А);
- с основным покрытием (Б);
- с целлюлозным покрытием (Ц);
- с рутиловым покрытием (Р);
- с покрытием смешанного вида (с двойным буквенным обозначением); с прочими видами покрытий (П).
5. Виды электродов по толщине покрытия По толщине покрытия электроды разделяются в зависимости от отношения D/d (D — диаметр покрытого электрода; d — диаметр стержня):
- с тонким покрытием (D/d < 1,2). Обозначаются буквой М;
- со средним покрытием (D/d < 1,45). Обозначаются буквой С;
- с толстым покрытием (D/d < 1,8). Обозначаются буквой Д; с особо толстым покрытием (D/d > 1,8). Обозначаются буквой Г.
6. Обозначение рода применяемого при сварке или наплавке тока, полярности постоянного тока и номинального напряжения холостого хода источника питания сварочной дуги переменного тока частотой 50 Гц:
Индексы:
- 0: полярность постоянного тока - обратная (+);
- 1: полярность - любая (+/-), UXX трансформатора - 50В;
- 2: прямая (-), 50В;
- 3: обратная (+), 50В;
- 4: любая (+/-), 70В;
- 5: прямая (-), 70В;
- 6: обратная (+), 70В;
- 7: любая (+/-), 90В;
- 8: прямая (-), 90В;
- 9: обратная (+), 90В.
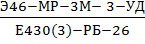
Пример расшифровки условного обозначения электродов.
 ГОСТ 9466-78; ГОСТ 9467-75
ГОСТ 9466-78; ГОСТ 9467-75
Э46 – тип электрода
Э – электрод
46 – временное сопротивление разрыву
МР-3М – марка электрода – монтажный, рутиловый;
3М – модель.
3 -диаметр электрода.
У – назначение электрода, для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа
Д – с толстым покрытием
Е – электрод
430 (3) – характеристика металла шва; предел прочности при растяжении 430 МПа; относительно удлинение % менее 20, минимальная температура при которой ударная вязкость не менее 34 Дж/см2 не регламентирована.
РБ- покрытие рутилово-основное;
2 – электрод применяется для сварки во всех пространственных положениях, кроме вертикального «сверху вниз».
Международное обозначение пространственного положения швов для данного электрода
6- сварка на переменном токе и постоянном обратной полярности.
ГОСТ 9466-78; ГОСТ 9467-75 - на данный тип электрода и на условное обозначение.








