 2020-10-12
2020-10-12 283
283Задание на 25.04
Расчёт сварных и болтовых соединений
Теоретические сведения
1. Расчет стыкового сварного шва на растяжение и сжатие
При работе на растяжение или сжатие стыковой сварной шов рассчитывается по формуле
где lW − расчетная длина шва; lW = l − 2 t (рис. 1) (при сварке с технологическими планками lW = l);
t − расчетная толщина шва, равная наименьшей толщине соединяемых элементов;
RWy − расчетное сопротивление стыкового шва (при работе на растяжение, изгиб; при визуальном контроле качества шва и ручной или полуавтоматической сварке RWy =0,85 Ry;в остальных случаях RWy = Ry, значение Ry − см. табл. 2.2);
γс − коэффициент условий работы.

Рис. 1
Расчетная длина флангового шва должна быть не более 85β fkf, где β f − коэффициент, принимаемый по табл. 34* СНиП II-23-81*, за исключением швов, в которых усилие действует на всем протяжении шва.
Применяя для соединения листов косые стыковые швы, тем самым увеличиваем длину шва, и при углах наклона швов < 67° получаем соединение, не уступающее по прочности основному металлу, такие стыковые швы можно не рассчитывать (см. рис. 8.1, б).
2. Расчет углового сварного шва на растяжение и сжатие
Угловые сварные швы рассчитываются по двум сечениям: по металлу шва (сечение 1) и по металлу границы сплавления (сечение 2) (рис. 2).
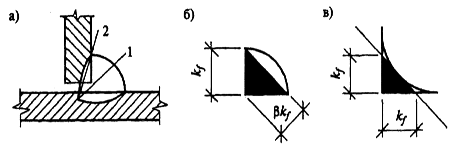
Рис. 2
а) расчет по металлу шва (сечение 1, рис. 2):

б) расчет по границе сплавления (сечение 2, рис. 2):

где β f, β z − коэффициенты, для сталей с пределом текучести до 530 МПа принимаемые в зависимости от вида сварки и положения швов по табл. 34* СНиП II-23-81* (для ручной электродуговой сварки β f = 0,7; β z = 1,0; для других видов сварки − см. табл. 34*), для сталей с пределом текучести более 530 МПа принимаются независимо от вида сварки, положения шва и диаметра проволоки: β f = 0,7; β z = 1,0;
γ wf,γ wz− коэффициенты условий работы шва, равные 1,0 во всех случаях, кроме конструкций, возводимых в климатических районах I1, I2, II2, и II3, для которых γ wf = 0,85 для металла шва с нормативным сопротивлением Rwun = 410 МПа, γ wz = 0,85 − для всех сталей;
lw − расчетная длина шва, принимаемая меньше его полной длины на 10 мм;
Rwf − расчетное сопротивление углового шва, при расчете по металлу шва определяется по табл. 56 СНиП П-23-81* в зависимости от марки электродов;
Rwz − расчетное сопротивление углового шва при расчете по границе сплавления;
Rwz = 0,45 Run (величину Run − см. табл. 51* СНиП II-23-81*);
kf − высота катета шва (см. рис. 2). Минимальные катеты швов – см. табл. 38* СниП II-23-81*.
- Особенности расчета угловых швов при прикреплении уголков
При расчете прикрепления уголков угловыми сварными швами учитывают, что усилие, действующее на уголок, прикладывается к его центру тяжести и при приварке уголка к фасонке распределяется между швами, выполненными по обушку и по перу уголка (рис. 3). Распределение усилия происходит пропорционально площадям, отсеченным у уголка на разрезе линией центра тяжести. В равнополочных уголках на швы по обушку приходится 70% усилия, на швы по перу 30%. Соответственно, при одинаковых по высоте катетах шва длина шва по обушку составит 70%, а по перу 30% от обшей длины шва. Общая длина шва определяется по формулам расчета угловых сварных швов.

Рис. 3
Высота катета шва kf по перу уголка обычно принимается меньше на 2 мм толщины уголка t, по обушку уголка высота катета назначается не более 1,2 t. Высоты катетов швов по перу уголка и по обушку могут назначаться одинаковыми с учетом требований п.12.8 СНиП II-23-81*. Расчетная длина углового сварного шва принимается не менее 4 kf ине менее 40 мм.
4. Расчет сварных соединений на действие изгибающего момента
В случае воздействия изгибающего момента на сварное соединение расчет производится в зависимости от вида сварных швов. 11ри воздействии на стыковые швы момента М в плоскости, перпендикулярной плоскости шва (рис. 8.9, а), расчет выполняется по формуле
где Ww − момент сопротивления расчетного сечения шва;




 Пример 1. Рассчитать прикрепление двух уголков 100 х 8 к фасонке фермы толщиной t = 10 мм. Уголки и фасонка фермы выполнены из стали С345. На стержень действует растягивающее усилие N =300 кН; γ n = 1,0. Сварка ручная электродуговая. Климатический район строительства II4. Коэффициент условия работы γ с = 0,95 (рис. 4).
Пример 1. Рассчитать прикрепление двух уголков 100 х 8 к фасонке фермы толщиной t = 10 мм. Уголки и фасонка фермы выполнены из стали С345. На стержень действует растягивающее усилие N =300 кН; γ n = 1,0. Сварка ручная электродуговая. Климатический район строительства II4. Коэффициент условия работы γ с = 0,95 (рис. 4).
Решение.
1. Определяем группу конструкции по табл. 50* СНиП II-23-81*: стержень фермы относится ко 2-й группе, а фасонка фермы – к 1-й группе.
2. Принимаем марку электродов: для сварки элементов, относящихся к 1-й группе конструкций и учитывая, что элемент иыполнен из стали С345, по табл. 55* СниП II-23-81* принимаем электроды Э50А. Rwf =215Мпа = 18,0 кН/см2 (табл. 56 СниП II-23-81*). Rwz =0,45 Run = 0,45 ∙ 490 = 220,5 Мпа = 22,5 кН/см2 (Run = 490 Мпа – см. табл. 2.2).

Рис. 4
3. Принимаем высоту катетов швов одинаковую по перу и по обушку уголков kf =6 мм = 0,6 см; высота катета принята больше минимальной высоты kf , min =5 мм (табл. 38* СНиП II-23-81*).
4. Определяем по табл. 34* СНиП II-23-81* коэффициенты: β f = 0,7;β z =l,0.
5. Устанавливаем для климатического района II4 коэффициенты: γ wf = 1,0; γ wz = 1,0.
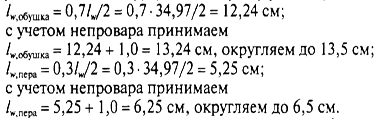
6. Определяем расчетную длину швов по металлу шва:

7. Определяем расчетную длину швов по металлу границы сплавления:

8. Длины швов принимаем по наибольшей длине (в данном случае по металлу шва). Следует учитывать, что эта длина шва требуется для прикрепления двух уголков. Распределяем швы между уголками − по перу (30%) и обушку уголка (70%):
Вывод. Принимаем швы с высотой катета kf =6мм; сварка ручная электродуговая; электроды Э42А; распределение швов по обушку и перу уголка.
Задание для самостоятельной работы.
Задача 1. Определить длину сварных швов, прикрепляющих уголок к фасонке фермы. Климатический район строительства II4, γc = 0,9. Сварка ручная электродуговая. На стержень из уголка 70 х 6 действует растягивающее усилие N = 100 кН, γn = 0,95; фасонка выполнена толщиной t = 12 мм, сталь С245 (рис. 5).
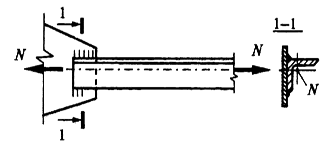
Рис. 5
Таблица 1
| №варианта | Марка стали | Уголок | Усилие, кН | Толщина фасонки, мм |
| 1 | С245 | 70х6 | 60 | 10 |
| 2 | С235 | 63х5 | 65 | 12 |
| 3 | С245 | 50х5 | 70 | 14 |
| 4 | С235 | 70х5 | 75 | 10 |
| 5 | С245 | 75х6 | 80 | 12 |
| 6 | С235 | 80х6 | 85 | 14 |
| 7 | С245 | 90х6 | 90 | 10 |
| 8 | С235 | 50х5 | 95 | 12 |
| 9 | С245 | 63х5 | 100 | 14 |
| 10 | С235 | 70х5 | 110 | 10 |
| 11 | С245 | 70х6 | 120 | 12 |
| 12 | С235 | 75х5 | 60 | 14 |
| 13 | С245 | 80х6 | 65 | 10 |
| 14 | С235 | 90х6 | 70 | 12 |
| 15 | С245 | 50х5 | 75 | 14 |
| 16 | С235 | 63х5 | 80 | 10 |
| 17 | С245 | 70х5 | 85 | 12 |
| 18 | С235 | 70х6 | 90 | 14 |
| 19 | С245 | 75х5 | 95 | 10 |
| 20 | С235 | 80х6 | 100 | 12 |
| 21 | С245 | 90х6 | 110 | 14 |
| 22 | С235 | 50х5 | 120 | 10 |
| 23 | С245 | 63х5 | 60 | 12 |
| 24 | С235 | 70х5 | 65 | 14 |
| 25 | С245 | 70х6 | 70 | 10 |
| 26 | С235 | 75х5 | 75 | 12 |
| 27 | С245 | 80х6 | 80 | 14 |
| 28 | С235 | 90х6 | 85 | 10 |
| 29 | С245 | 70х5 | 90 | 12 |
| 30 | С235 | 70х6 | 95 | 14 |








