 2014-02-24
2014-02-24 1545
1545N5 G0 Х0 Z0 Выход в исходную точку
N10 CSPLINE Х0 Z0 Начало задания сплайна
N15 Х50 Z30 Задание участка кривой
N20 Х86.6 Z60 – «–
N25 Х100 Z90 – «–
N30 Х86.6 Z120 – «–
N35 Х70.7 Z135 – «–
N40 Х50 Z150 – «–
N45 Х0 Z180 – «–
N50 М2 Окончание программы
Использование полиномов
Еще одним способом построения сложных кривых является использование полиномов: f(p)=a0 + alp + а2р2 + аЗр3.
К таким кривым, которые описываются полиномами, относятся параболы, гиперболы, круги и эллипсы.
Пусть, например, задан эллипс (рис. 4.28).
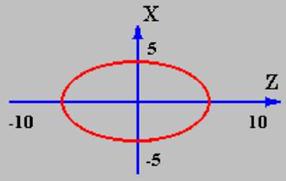
Рисунок 4.27 – Пример построения эллипса с помощью полинома
Программа обработки по его контуру:
N5G90 G18 G0 Х5 Z0 Выход в исходную точку
N10 POLY РО[Х]=(0,-5) PO[Z]=(10) PO[]=(2,1) F100
N15 POLY РО[Х]=(-5) PO[Z]=(0,-10) РО[]=(2,1)
N20 POLY PO[Х]=(0,5) PO[Z]=(-10) PO[]=(2,1)
N25 POLY PO[Х]=(5) PO[Z]=(0,10) PO[]=(2,1)
N30 М2
При контрольном прогоне приведенной программы отклонение координат от теоретически рассчитанных было в пределах 1-2 мкм.
4.5 Что дает применение сплайновой интерполяции?
Использование новых возможностей УЧПУ оказывает существенное влияние, как на исходную технологическую программу, так и на обрабатываемую деталь. На рисунке 4.28 видно, что аппроксимация дуги линейными функциями приводит к образованию погрешности обработки.
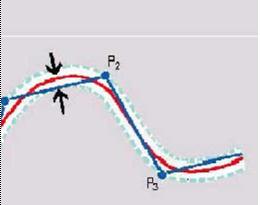
Рисунок 4.28 – Возникновение погрешности обработки
Воспроизведение сложного криволинейного контура прямолинейными участками приводит кроме того к значительному увеличению управляющей программы. Чем жестче допуск на отклонение размера, тем больше кадров будет иметь итоговая программа. В свою очередь, это приводит к увеличению времени обработки. Отсюда следует, что применение сплайнов позволяет повысить точность обработки, сократить управляющую программу и уменьшить время обработки.
Динамика движения при аппроксимации контура
Динамика перемещений исполнительных органов станка при линейной аппроксимации носит "дерганый" характер (рис. 4.29). Все это приводит к механическому износу узлов и инструмента, а также к ухудшению качества обработанной поверхности. При использовании сплайновой интерполяции динамика приводов улучшается. На рисунке 4.30 показан пример плавного изменения подачи с использованием технологии NURBS – non uniform rational b-spline.
Качество обрабатываемой поверхности
Качество обрабатываемой поверхности напрямую зависит от траектории движения (рис. 4.31). Линейная аппроксимация приводит к образованию граней на детали, появлению вибрации, что в конечном итоге значительно ухудшает шероховатость поверхности и вынуждает потребителя вводить операции ручной доводки.
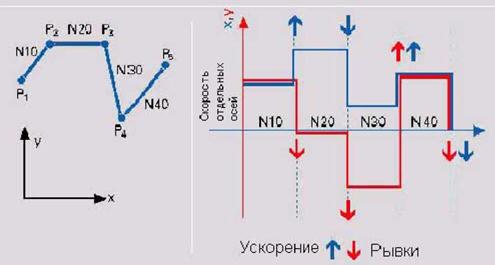
Рисунок 4.29 – Ускорения и рывки для траектории, показанной на рисунке слева
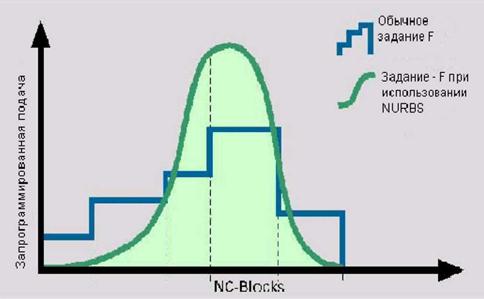
Рисунок 4.30 – Использование технологии NURBS для управления подачей
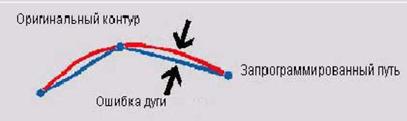
Рисунок 4.31 – Влияние линейной интерполяции на качество контура
Производительность
При более высокой путевой скорости сокращается время обработки и увеличивается производительность. На рисунке 4.32 показано два варианта интерполяции – линейная между точками Р1, Р2 …, Р7 и сплайновая между точками S1-S2.
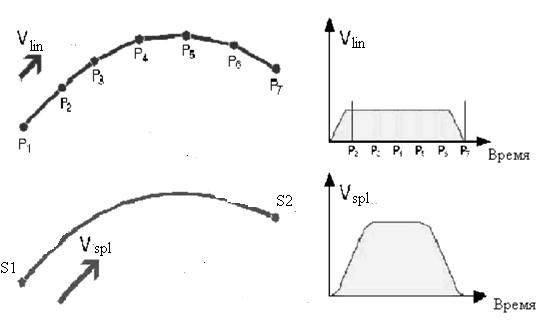
Рисунок 4.32 – Иллюстрация увеличения скорости обработки на примере перехода от шести кадров программы к одному
Постоянные условия резания при использовании NURBS
Традиционные системы УЧПУ не могут воспроизвести реальную траекторию движения инструмента в материале. Система УЧПУ SINUMERIK 840D фирмы Siemens включает в себя универсальный интерполятор внутри УЧПУ, позволяющий напрямую (без постпроцессора) использовать технологию NURBS.
Система ЧПУ 840D может интерполировать заданный профиль детали, управлять скоростью резания, толщиной снимаемой стружки и силой резания. Адаптация к режимам резания позволяет увеличить точность и сократить износ инструмента, улучшить качество обрабатываемой поверхности, при этом уменьшается стоимость обслуживания.

