 2015-03-27
2015-03-27 657
657Два метода:
1. Технологический (активный). Выполняется в процессе обработки на станке специальным устройством.
1.1. Устройства контролирующие детали непосредственно в процессе обработки на станке. Приборы, контролирующие размеры деталей и положение режущей кромки, через обратную связь подают команду на прекращение обработки при достижении заданных размеров деталей;
1.2. Подналадчики. Приборы, производящие подналадку станка, когда контролируемый размер выходит за допускаемые пределы;
1.3. Блокировочные устройства. Контролируют детали сразу после их обработки на станке. Если размеры деталей выходят за заданные пределы, то подается команда на прекращение обработки деталей;
1.4. Устройства контролирующие детали перед обработкой на станке. Проверяют габаритные размеры и не пропускают на станок бракованные заготовки.
На рис.1 представлена схема бесцентрового шлифования цилиндрических роликов на круглошлифовальном станке с помощью автоподналадчика. Заготовки 2 помещаются в магазин 1. С помощью диска 3 заготовки подводятся к шлифовальному кругу 4. После снятия припуска деталь направляется к толкателю 5, с помощью которого она перемещается под плоским измерительным стержнем 6, имеющим на втором конце электроконтакт 7.
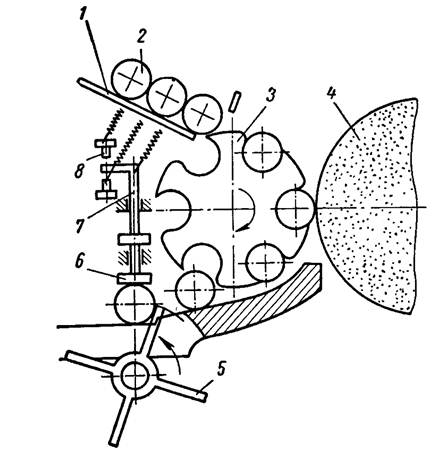
Рис. 1. Схема подналадки при бесцентровом шлифовании
При износе круга детали получаются с увеличенным диаметром. Детали, проходя под измерительным стержнем 6, приподнимают его вверх, и электроконтакт 7 замыкается с электроконтактом 8, вследствие чего поступит команда на подналадку шлифовального круга, т. е. на перемещение его в сторону обрабатываемой детали.
2. Послеоперационный (пассивный). Разбраковка (сортировка) деталей после обработки на станке с помощью контрольных (сортировочных) автоматов и полуавтоматов.
2.1. Измерительные устройства с измерительным сигналом. Световой или звуковой сигнал подается, когда контролируемый размер детали находится в пределах допуска или наоборот;
2.2. Полуавтоматические измерительные устройства. Полуавтомат контролирует размеры автоматически, но установка на измерительную позицию и снятие с неё производит рабочий;
Автоматические измерительные устройства. Установка, контроль и снятие детали автоматизированы.








