 2015-04-08
2015-04-08 3454
3454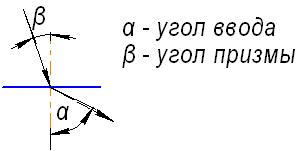
Эталонирование угла ввода производится по СО-2
Отклонение угла ввода луча от выбранного значения может быть вызвано:
1) изменением угла призмы β, в следствии истирания призмы,
2) случайным подъемом призмы,
3) изменением температуры контроля,
4) при контроле изделий большой толщины, ввиду расхождения ультразвукового пучка.
В случае изменения температуры контроля, изменение угла ввода определяется по графику, или по формуле: 

tu – температура, при которой измеряют угол ввода,
tк – температура контроля,
αu - угол ввода при температуре tu.
Отклонение угла ввода не должен превышать ±20 (для нефтегазодобывающей промышленности, газового оборудования),
Для снижения влияния различных факторов на точность угла ввода луча целесообразно:
1) контроль производить наклонным ПЭП, без особого нажатия на него с целью меньшего износа призмы
2) очищать поверхность по которой перемещается ПЭП, от загрязнении, брызг и т.д.
3) измерять угол ввода при такой же температуре, при которой будет производиться контроль, или
вводить поправку на возможные температурные изменения угла ввода.
4) при контроле изделий больших толщин и с большим коэффициентом затухания, учитывать уменьшение угла ввода.

