 2015-04-30
2015-04-30 3686
3686Звено механизма, состоящее из деталей, соединенных сваркой, является сборочной единицей, и ее чертеж выполняется по принятым для таких единиц правилам. Элементы такого звена на разрезах и сечениях штрихуют в разных направлениях, показывают швы, их параметры и т. д.
Если же сварное звено изображают в сборе с другими деталями, то все его элементы (в разрезе) штрихуют в одном направлении (показывая тем самым, что оно сварное). Сварные швы, их параметры на таких (сборочных) чертежах не указывают.
Швы на чертежах сварных соединений деталей изображают и обозначают по ГОСТ 2. 312-72. Видимые швы изображают сплошной основной линией, невидимые – штриховыми (пунктирными) линиями (независимо от способа сварки). При точечной сварке видимую одиночную сварную точку изображают знаком + (высота и ширина знака 5–10 мм), невидимые одиночные точки на чертеже не показывают.
Условное обозначение шва наносят:
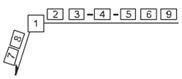
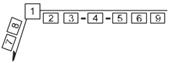
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (см. рис. 6.8, а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (см. рис. 6.8, б). Линия-выноска заканчивается односторонней стрелкой.
Условное обозначение сварного шва в общем виде должно содержать в порядке, показанном прямоугольниками 1–9
(см. рис. 6.8) следующее:
1 – вспомогательный знак шва: по замкнутой линии или монтажного (см. табл. 6.17);
2 – обозначение стандарта на типы и конструктивные элементы швов сварных соединений:
а) ГОСТ 5264-80. Ручная дуговая сварка. Соединения сварные –основные типы и конструктивные элементы швов;
б) ГОСТ 8713-79. Сварка под флюсом. Соединения сварные;
в) ГОСТ 11533-75. Автоматическая и полуавтоматическая сварка под флюсом. Соединения сварные под острыми и тупыми углами – основные типы, конструктивные элементы и размеры швов при расположении свариваемых элементов под острыми и тупыми углами;
г) ГОСТ 11534-75. Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами;
д) ГОСТ 15878-79. Контактная сварка. Соединения сварные;
е) ГОСТ 23792-79. Соединения контактные электрические сварные;
ж) ГОСТ 23518-79. Дуговая сварка в защитных газах.
Соединения сварные под острыми и тупыми углами;
3 – буквенно-цифровое обозначение шва по стандарту
(ГОСТ 5264-80) на типы и конструктивные элементы швов сварных соединений (буква обозначает вид соединения, а цифра – форму подготовки кромок деталей в зоне шва: с отбортовкой, без отбортовки, со скосом и т. д.), например: С8 – шов стыкового, У4 – углового, Т3 –таврового; Н2 – нахлесточного соединений.
В табл. 6.18 приведена выборка буквенно-цифровых обозначений швов;
4 – знак  и размер катета шва (только для угловых швов); знак выполняют сплошными тонкими линиями; высота знака должна быть одинакова с высотой цифр, входящих в обозначение шва;
и размер катета шва (только для угловых швов); знак выполняют сплошными тонкими линиями; высота знака должна быть одинакова с высотой цифр, входящих в обозначение шва;
5 – вспомогательные знаки: для прерывистого шва – длина провариваемого участка, знак / или Z и шаг; для шва контактной роликовой электросварки – расчетная ширина шва; для прерывистого шва контактной роликовой электросварки – расчетная ширина шва, знак умножения, длина провариваемого участка, знак / и шаг;
6 – вспомогательные знаки: усиление шва снять или наплывы и неровности шва обработать с плавным переходом к основному металлу (см. табл. 6.17);
7 – число одинаковых швов; обозначение одинаковых швов наносят только у одного из изображений: от изображений остальных швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
–на линии-выноске, имеющей полку с нанесенным обозначением шва;
– на полке линии-выноски, проведенной от изображения видимого шва, не имеющего обозначения;
– под полкой линии-выноски, проведенной от изображения невидимого шва, не имеющего обозначения.
Если все швы на сварной детали одинаковые и изображены на чертеже с одной стороны, то допускается не присваивать им порядкового номера, а привести обозначение шва в технических требованиях. Швы отмечают в этом случае линиями-выносками без полок. Пример условного обозначения шва таврового соединения без скоса кромок, двухстороннего прерывистого с шахматным расположением, выполняемого ручной дуговой сваркой: катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм: «ГОСТ 5264-80 Т3- 6-50 Z 100».
9 – обозначение шероховатости механически обработанной поверхности шва(ов) (знак  ).
).
Обозначение шероховатости швов допускается приводить в технических требованиях чертежа, например, «Шероховатость сварных швов  ».
».
Нестандартный шов (размеры конструктивных элементов шва стандартами не установлены) изображают с указанием конструктивных размеров, необходимых для выполнения шва по данному чертежу.
Границы шва изображают сплошными основными линиями, а конструктивные элементы кромок (соединяемых деталей) в границах шва – сплошными тонкими линиями.
 |  |
| а) | б) |
Рисунок 6.8 - Условное обозначение сварного шва
Таблица 6.17 – Вспомогательные знаки для обозначения сварных швов
| Номер | Обозначение знака | Значение вспомогательного знака | Номер | Обозначение знака | Значение вспомогательного знака |
 | Усиление шва снять | / | Шов прерывистый или точечный с цепным расположением. Угол наклона линии 60° | ||
 | Наплывы и неровности шва обработать с плавным переходом к основному металлу | Z | Шов прерывистый или точечный с шахматным расположением | ||
 | Шов выполнить при монтаже изделия, т. е. при установке его по монтажному чертежу на месте применения. (Положение знака на полке для невидимых |  | Шов по замкнутой линии. Диаметр знака 3-5 мм | ||
 | Шов по незамкнутой линии. Знак применяют если расположение шва ясно из чертежа | ||||
| Примечание. Вспомогательные знаки выполняют тонкими сплошными линиями. Они должны быть одинаковой высоты с цифрами, входящими в обозначение шва. |
Таблица 6.18 – Буквенно-цифровые обозначения сварных швов (выборка из ГОСТ 5264-80)
| Форма поперечного сечения шва | Толщина деталей, мм | Условное обозначение | |
| 1. Стыковой односторонний |  | 1-4 | С2 |
| 2. Стыковой двухсторонний без разделки кромок |  | 2-5 | С7 |
| 3. Стыковой односторонний с разделкой кромок у одной детали |  | 3-60 | С8 |
| 4. Стыковой односторонний с разделкой кромок одной из детали |  | 3-60 | С12 |
| 5. Шов углового соединения без скоса кромок, односторонний |  | 1-30 1-6 | У4 |
| 6. Шов таврового соединения без скоса кромок, односторонний |  | 2-40 | Т1 |
| 7. Шов таврового соединения без скоса кромок, двусторонний |  | 2-40 | Т3 |
| 8. Шов соединения внахлестку без скоса кромок, односторонний |  | 2-60 | Н1 |
| 9. Шов соединения внахлестку без скоса кромок, двусторонний |  | 2-60 | Н2 |

