 2015-05-26
2015-05-26 2912
2912Обработка металлов давлением основана на свойстве металла необратимо, без разрушения изменять форму и размеры под давлением действующих на него сил. Металлы, предназначенные для обработки давлением, должны обладать ковкостью. Ковкость - это свойство металлов и сплавов, которое позволяет подвергать их ковке, прокатке, прессованию и штамповке. Ковкими являются большинство чистых металлов, углеродистая сталь с содержанием углерода до 1,1 %, легированные стали, латунь, некоторые алюминиевые и магниевые сплавы и др.
Ковкость характеризуется двумя показателями: пластичностью, т. е, способностью металла подвергаться без разрушения деформации под давлением, и величиной его сопротивления деформированию. У ковких металлов относительно высокая пластичность сочетается с относительно низким сопротивлением деформированию. Хрупкие металлы и сплавы не являются ковкими, так как они не обладают достаточной пластичностью даже в нагретом состоянии.
В процессе холодной пластической деформации изменяются механические и физико-химические свойства металлов. Это происходит потому, что при деформации зерна металла измельчаются, дробятся и вытягиваются в направлении наибольшего увеличения размеров обрабатываемого изделия. Металл при этом получает ясно выраженное волокнистое строение. Вдоль волокон механические свойства металла повышаются, а поперек остаются без изменения, понижаются пластичность и вязкость, повышаются прочность и твердость металла.
Изменение свойств металла в процессе холодной пластической деформации называется упрочением, или наклепом. Если изделие подвергают дальнейшей обработке на станке или изменение свойств металла под влиянием холодной обработки нежелательно, наклеп снимают отжигом.
Холодную обработку давлением без нагрева металла, сплава или с нагревом до температуры ниже температуры рекристаллизации используют при прокате, штамповке и волочении. Холодная обработка металла давлением дает чистую поверхность и высокую точность размеров изделия.
Некоторые металлы и сплавы обрабатывают давлением только после нагрева до определенной температуры. В этом случае большое значение имеет точное определение температуры начала и конца нагрева. Образование волокнистой структуры изменяет механические свойства металла вдоль и поперек направления вытяжки.
При обработке давлением заготовки нагревают в специальных устройствах: пламенных и методических печах, нагревательных колодцах и электрических печах. Чтобы избежать возникновения внутренних напряжений и предохранить поверхность заготовок от окисления, нагревать металл следует постепенно и равномерно. В любой нагревательной печи должны быть приборы, позволяющие контролировать температуру нагреваемой заготовки.
Пламенные печи используют для нагрева заготовок небольшого размера. Заготовки большого размера нагревают в нагревательных колодцах. В методических печах идет непрерывный процесс загрузки, нагрева и выдачи заготовок. Наиболее часто при обработке металлов давлением пользуются электрическими печами, которые позволяют автоматизировать процесс нагревания заготовок.
Основными способами обработки металлов давлением являются: свободная ковка, штамповка, прокатка, прессование и волочение.
Свободная ковка заключается в нагреве до температуры выше 850°С стальной заготовки в печи (горне). Металлу, который лежит на наковальне, ударами молота придают требуемую форму (свободная ковка). Изделие, полученное в результате ковки, называют поковкой.
Ковка бывает ручная и машинная. К основным операциям ручной ковки относятся: вытяжка, осадка, гибка, прошивка отверстий, рубка, закручивание, выглаживание. Для выполнения этих операций используют наковальни, кузнечные молоты (ручники), гладилки для выравнивания поверхности плоских поковок, клещи с плоскими и круглыми губками для удержания нагретых заготовок, пробойники для прошивки отверстий, кузнечные зубила для рубки металла, обжимки для придания. заготовкам различной формы поперечного сечения и т. д.
Вытяжка - это операция, при которой происходит увеличение длины поковки за счет уменьшения ее поперечного сечения. При этом заготовка лежит на наковальне, и после каждого удара молота ее поворачивают так, чтобы сохранить форму прежнего сечения. Осадка - это уменьшение длины заготовки за счет увеличения ее поперечного сечения.
Гибку применяют для изменения контура заготовки при изготовлении ручного немеханизированного инструмента, например багров, крюков, ломов и т. д.
Прошивку используют для получения сквозных отверстий в теле заготовки.
В зависимости от формы применяемого бородка получают круглые, квадратные и прямоугольные отверстия.
Рубка- отделение части металла от целой заготовки для последующей обработки.
Закручивание применяют для придания большей жесткости полосе прямоугольного сечения. При закручивании один конец заготовки вращается вокруг своей оси, при этом другой конец закреплен в тисках.
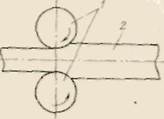 |

Рис 3.10. Ковка в штампах Рис 3.11. Схема процесса прокатки
1-верхний штамп; 2- заготовка; 3-нижний штамп 1- прокатные валки; 2- заготовка
Выглаживание- завершающий этап ручной ковки, придающий изделию ровную поверхность.
После свободной ковки изделия в дальнейшем подвергают механической и термической обработке.
Штамповка (рис. 3.10) - процесс обработки давлением, при котором металл, деформируясь, принимает форму штампа определенного изделия. Штампы выполняют разъемными из твердых и прочных сталей. Заготовку нагревают до температуры ковки и помещают в нижнюю часть штампа. Верхнюю часть штампа прикрепляют к ударной части молота. Под действием ударов заготовка деформируется и принимает форму штампа. Кроме горячей штамповки существует холодная штамповка, которую применяют для изготовления изделий из тонких полос и листов стали, алюминия, меди, латуни толщиной до 8 мм (листовая штамповка).
Штамповку детали сложной формы осуществляют в многоступенчатом штампе. В этом случае заготовку для обработки перекладывают из одного штампа в другой до тех пор, пока изделие не примет необходимой формы.
При штамповке очень важно правильно определить необходимое количество металла. Недостаток металла приводит к тому, что полость штампа оказывается незаполненной, а излишек металла образует слишком большие заусенцы.
Штамповка является прогрессивным технологическим процессом. При ковке в штампах уменьшаются припуск на механическую обработку и допуски на размеры поковки. Путем штамповки изготовляют многие детали пожарной техники: картеры и коленчатые валы двигателей пожарных автомобилей и мотопомп, корпусы кислородных изолирующих противогазов и детали механизма подачи кислорода, детали приборов пожарной связи.
Прокатка (рис. 3.11) - технологический процесс, при котором металл обжимается между вращающимися валиками прокатных станов, при этом происходит уменьшение поперечного сечения изделия и увеличение его длины. Прокатку выполняют в горячем виде на прокатных станах. Станы для прокатки крупных отливок наминаются блюмингами. Основной частью прокатного стана является клеть (одна или несколько), в которой расположены валки. Валки вращаются от электродвигателя через редуктор.
В зависимости от выпускаемой продукции станы бывают листо- и сортопрокатные, рельсобалочные, специальные. Наибольшее распространение получили двух- и трехвалковые станы. Для выпуска высокосортного проката применяют многовалковые станы.
В пожарной технике часто используют металлические заготовки, полученные путем прокатки. Например, мягкую листовую сталь применяют для изготовления кузовов пожарных автомобилей, крыльев, капотов и т. д. Из декапированной стали изготовляют корпусы пенных огнетушителей. На трубопрокатных станах делают заготовки «ля кислородных и углекислотных баллонов. На специальных роликовых станах получают прокат сложного учения для тетив автолестниц.
Прессование (рис. 3.12) применяют для получения прутков, труб и сложных профилей из различных металлов и сплавов. Сущность процесса прессования состоит в том, что нагретый металл или сплав из контейнера выдавливают через отверстие требуемого сечения. Прессование бывает прямое и обратное.
Прямой метод прессования заключается в том, что нагретую заготовку помещают в полость контейнера. При давлении штока на пресс-шайбу металл вытекает через отверстие в матрице, которая удерживается опорным концом. Прессование осуществляют при помощи гидравлических прессов.
 |
а) б)
| Рис. 3.12. Схема прессования металла а — прямой метод: 1- шток;2- контейнер; 3- пресс-шайба;4- обрабатываемый металл; 5- матрица с отверстием; б - обратный метод: 1- шток 2- контейнер;3- матрица с отверстием; 4- обрабатываемый металл; 5 - упорная шайба |
Рис. 3.13. Схема процесса волочения
1-заготовка; 2- фильера;
3 – волочильная доска
При обратном способе прессования заготовка, заключенная в контейнер, выдавливается через отверстие в матрице, на которую давит трубчатый шток, при этом металл течет навстречу штоку.
Волочение (рис. 3.13) применяют для получения проволоки точных размеров, прутков, труб малого сечения, полос и профилей. Волочение заключается в протягивании заготовки через калиброванное отверстие - фильеру, расположенную в волочильной доске. Последняя имеет несколько фильер различного диаметра. Размеры фильер уменьшаются с таким расчетом, чтобы наименьшее отверстие соответствовало требуемому диаметру изделия. Фильеры изготовляют из высококачественной легированной стали или твердого сплава. Для уменьшения трения фильеры непрерывно смазывают струей масла.

