 2015-05-26
2015-05-26 5285
5285Требования к источникам питания для ручной электродуговой сварки.
Источник питания должен:
1. Обладать крутопадающей внешней вольтамперной характеристикой (рис. 1);
2. Обеспечивать регулирование режима сварки (сварочного тока Iсв и напряжения Uсв);
3. Ток короткого замыкания Iкз должен быть не более чем 2 Iр. Отношение Iкз/Iр называется коэффициентом добротности D источника питания;
4. Обладать хорошими динамическими свойствами, т.е. очень быстро – за 0,02-0,05 с после короткого замыкания восстанавливать напряжение от U = 0 до напряжения зажигания дуги Uзд;
5. Обеспечивать напряжение холостого хода Uхх в 2,5-3 раза больше, чем рабочее напряжение Uр.
Ручную электродуговую сварку ведут на переменном, либо на постоянном токе. При сварке на переменном токе в качестве источника питания используют сварочные трансформаторы, а при сварке на постоянном токе используют сварочные преобразователи (генераторы) или выпрямители.
Принципиальные электрические схемы трансформаторов для ручной электродуговой сварки показаны на рис. 2. По конструктивным особенностям они подразделяются на две основные группы:
- с нормальным магнитным рассеиванием;
- с развитым магнитным рассеиванием.
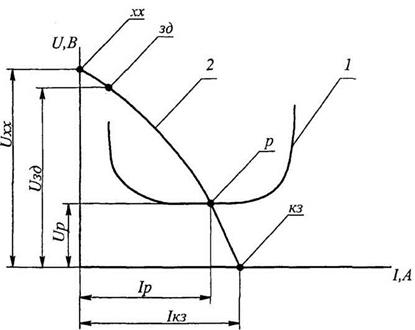
Рис. 1. Внешняя вольтамперная характеристика источника питания
1 - вольтамперная характеристика электрической дуги;
2 - вольтамперная характеристика источника питания;
Up, Uзд, Uхх - значения напряжений, соответственно,
рабочего, зажигания дуги и холостого хода;
Iр, Iкз - значения токов, соответственно, рабочего и короткого замыкания
Первые выполнены в виде двух различных аппаратов - трансформатора и дросселя и изготавливаются с отдельным дросселем или со встроенным дросселем (рис. 2 а, б). Сила сварочного тока при этом регулируется изменением воздушного зазора в дросселе, который также обеспечивает падающую внешнюю вольтамперную характеристику трансформатора. К этой группе относятся трансформаторы типа СТЭ и СТН. Эти трансформаторы устарели и серийно в настоящее время не выпускаются.
Вторая группа трансформаторов выполняется с подвижными вторичными обмотками. Сила сварочного тока при этом регулируется изменением расстояния между первичными и вторичными обмотками, что также обеспечивает трансформатору падающую внешнюю вольтамперную характеристику.
Трансформаторы с развитым магнитным рассеиванием с подвижными обмотками в настоящее время широко используются при ручной дуговой сварке. Они имеют повышенный КПД и обеспечивают устойчивое горение сварочной дуги, как на больших силах тока, так и на малых. К этим трансформаторам относятся трансформаторы типа ТС, ТСК-500 (рис. 2 в).
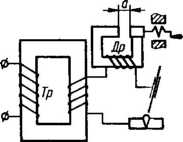 | 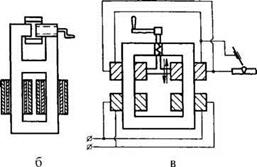 |
Рис. 2. Принципиальные схемы сварочных трансформаторов
а - трансформатор с отдельным дросселем; б - трансформатор типа СТН (со встроенным дросселем); в - трансформатор типа ТСК-500
Как было сказано выше, для сварки на постоянном токе применяются сварочные генераторы. Наиболее распространенные из них выполнены по схемам, показанным на рис. 3 и подразделяются на генераторы с независимым возбуждением и генераторы с самовозбуждением.
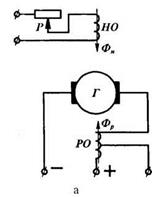 | 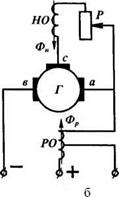 |
Рис. 3. Принципиальные электрические схемы сварочных генераторов
a-с независимым возбуждением и размагничивающей последовательной обмоткой;
б - с самовозбуждением, параллельной намагничивающей и последовательной размагничивающей обмотками; Г - генератор; Р - реостат; НО - намагничивающая обмотка возбуждения; РО - размагничивающая обмотка.
Генератор с независимым возбуждением и с размагничивающей последовательной обмоткой (рис. 3 а) имеет две обмотки возбуждения: независимого возбуждения, которая питается отдельно от полупроводникового выпрямителя, и последовательную размагничивающую, включенную последовательно с обмоткой якоря. Ток в цепи независимого возбуждения регулируется реостатом. По этой схеме выполнены преобразователи ПСО-120, ПСО-ЗОО А, ПД-303, ПС0500, ПСО-800, АСО-2000.
В генераторах с самовозбуждением и размагничивающей последовательной обмоткой возбуждения (рис. 3 б.) используется принцип самовозбуждения. Так работают преобразователи ПД-101, ПС-300-1, ПСО-300М, ПС-500.
Широкими возможностями обладают сварочные выпрямители типа ВДУ- 506 (рис. 5), предназначенные для комплектации сварочных автоматов и полуавтоматов для однопостовой механизированной сварки в среде углекислого газа и под флюсом, а также порошковой проволокой.
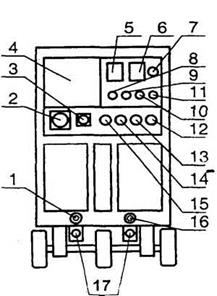 | 1,16 - токовые разъемы сварочной цепи; 2 - разъем для подключения блока управления автомата; 3 - разъем для подключения подогревателя газа; 4 - отсек для аппаратуры управления автоматом; 5 - вольтметр; 6 - амперметр; 7 — переключатель внешних характеристик; 8 — переключатель местного дистанционного управления; 9 - регулятор тока (напряжения); 10-тумблер включения сварочной цепи; 11 - тумблер предварительной установки напряжения на жестких характеристиках; 12 - выключатель трансформатора питания цепей управления; 13 - кнопка «Стоп»; 14 - кнопка «Пуск»; 15- сигнальная лампа; 16, 17 - шины заземления разъема обратного кабеля. |
Рис. 5. Общий вид сварочного выпрямителя ВДУ-506:
Выпрямитель может быть использован для работы со сварочными роботами и манипуляторами, а также для ручной дуговой сварки штучными электродами.
Инструментом и принадлежностями электросварщика являются; электрододержатель, щиток или маска, специальный молоток с зубилом, стальная щетка, клейма для маркировки сварных швов, сумка для хранения и переноски электродов и инструмента.
На рис.6 показаны основные типы электрододержателей, применяемые при ручной дуговой сварке.
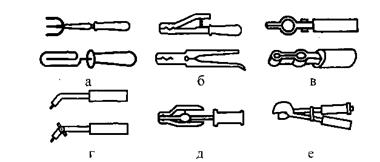
Рис. 6. Конструктивные схемы электрододержателей для ручной дуговой сварки
а - вилочные; б - пружинные; в - зажимные; г - безогарковые; д - двухэлектродные; е - со стопорным кольцом
Щитки, маски и шлемы применяются для предохранения глаз и кожи лица сварщика от вредного влияния ультрафиолетовых лучей и брызг расплавленного металла. На рис. 7 изображены щиток, маска и шлем электросварщика.
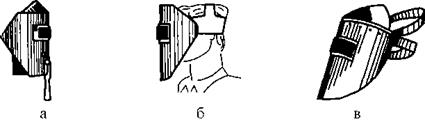
Рис. 7. Щиток (а), маска (б) и шлем (в) электросварщика
Щитки и маска изготовляются из фибры или специальной фанеры и снабжены темными стеклами, которые подбирают в зависимости от силы сварочного тока: при силе тока до 70 А применяются стекла марки Э-2, при силе тока от 200 до 400 А - марки Э-4.
Ток от силовой сети подводится к сварочным аппаратам по проводам марок ПРН и ПРТН, от сварочных аппаратов к рабочим местам - по гибким проводам марки ПРГ, АПД или ПРГД. Сечение сварочных проводов зависит от допускаемой величины силы тока: при силе тока 100 А - сечение провода - 16, при 200 А - 25, при 300 А - 50, при 400 А - 70 мм.
Вспомогательный инструмент. Стальная щетка используется для очистки металла от грязи и ржавчины перед сваркой и шлака после сварки, молоток с заостренным концом - для отбивки шлака со сварных швов и нанесения личного клейма. Зубило применяют для вырубки монтажной сварки (прихваток) и дефектных мест сварочного шва.
Спецодежда сварщика: куртка и брюки или комбинезон, а также рукавицы, которые изготавливаются из плотного брезента. Брюки носят навыпуск, а куртку - не заправляя в брюки.
Электроды для сварки и наплавки.
Общие технические требования к электродам, размеры и классификацию устанавливает ГОСТ 9466-75.
Электроды классифицируются:
1. по назначению: для сварки углеродистых и низколегированных конструкционных сталей (σр < 600 МПа) - «У»; для сварки легированных конструкционных сталей (σр > 600 МПа) - «Л»; для сварки легированных теплоустойчивых сталей - «Т»; для сварки высоколегированных сталей с особыми свойствами - «В»; для наплавки - «Н»;
2. по типам и маркам: по ГОСТ 9467-75 изготавливаются электроды 23 типов; по ГОСТ 10052-75 - 49 типов и ГОСТ! 0051 -75 - 44 типа;
3. по толщине покрытия, которая характеризуется отношением D/d, где D- наружный диаметр электрода вместе с покрытием; d -диаметр стержня:
с тонким покрытием – D/d < 1.2 М;
со средним покрытием - 1,2 < D/d < 1,45 - С;
с толстым покрытием - 1,45 < D/d< 1,8 - Д;
с особо толстым покрытием – D/d> 1,8 - Г;
4. по качеству: электроды подразделяются по точности изготовления, состоянию поверхности покрытии, содержанию серы и фосфора в наплавленном металле - группы 1-3;
5. по видам покрытия: с кислым покрытием - А; с основным - Б; с целлюлозным Ц; с рутиловым - Р; с прочими - П. Электродам с покрытием смешанного вида соответствует двойное обозначение. При введенном в покрытие железном порошке в количестве более 20% к обозначению добавляется буква Ж;
6. по применению в разных пространственных положениях: для всех положений - 1; для всех, кроме вертикального сверху вниз - 2; для нижнего, горизонтального и вертикального снизу вверх - 3; для нижнего и нижнего в лодочку - 4;
7. по роду и полярности тока, а также по напряжению холостого хода источника питания переменного тока (частота 50 Гц). ГОСТ 9466-75 устанавливает условное обозначение для каждой марки электродов, которое указывается на этикетке (рис. 8).
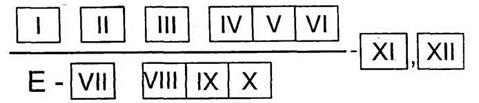
Рис. 8. Позиции условных обозначений электродов на этикетках
I - тип; II - 11-марка; III - диаметр; IV - назначение; V - толщина покрытия;
VI - группа (по качеству); VII - характеристика наплавленного металла шва (по ГОСТ 9467 -75, 10051-75, 10052-75); VIII- вид покрытия; IX - допустимое пространственное положение шва; X - род и полярность тока, допустимое номинальное напряжение холостого хода (табл. 1); XI - ГОСТ 9466-75; XII - ГОСТ на типы электродов (или ТУ)
Таблица 1
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода и источника переменного тока, В | Обозначение | |
| номинальное отклонение | предельное отклонение | ||
| Обратная | - | - | |
| Любая | - | - | |
| Прямая | |||
| Обратная | - | - | |
| Любая | - | - | |
| Прямая | |||
| Обратная | - | - | |
| Любая | - | - | |
| Прямая | |||
| Обратная | - | - |
Наиболее распространенные электроды для сварки (ГОСТ 9467-75) и наплавки металлов (ГОСТ 10051-75) приведены в табл. 4.
Примеры условных обозначений электродов.
1. Э-50А-УОНИИ 13/55-УД 2
Е-300/32-2 - Б10 - ГОСТ 9466-75, ГОСТ 9467-75.
Электроды типа Э50А по ГОСТ 9467-75 марки УОНИИ 13/55, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), второй группы по качеству, с группой индексов, характеризующих наплавленный металл Е-300/32-2, с основным покрытием (Б), для всех пространственных положений (1) на постоянном токе обратной полярности (0).
2. Э-1 5Г5-ОЗН-400У-НД1
Е-400/44-1-Б40 - ГОСТ 9466-75, ГОСТ 10051-75.
Электроды типа Э-15Г по ГОСТ 10051-75 марки ОЗН-400У, для наплавки поверхностных слоев металла с особыми свойствами (Н), с толстым покрытием (Д), первой группы по качеству (1), с группой индексов, характеризующих наплавленный металл по ГОСТ 10051-75 (400/44-твердость по Виккерсу/Роквеллу), без термообработки (I), с основным покрытием (Б), для наплавки в нижнем положении (4), на постоянном токе обратной полярности (0).

