 2015-07-14
2015-07-14 1247
1247Для точечной сварки применяют точечные машины общего назначения (одноточечные с двусторонним подводом тока); одно- и многоточечные машины специального назначения; подвесные точечные машины с клещами (МТПГ-75-6) и машины для сварки распорными пистолетами (пневматический гидроусилитель).
Машины контактной сварки состоят из двух основных частей: электрической и механической. Электрическая часть машин состоит из трансформатора, регуляторов тока и времени, прерывателя тока и токоподводящих проводов и устройств. Трансформатор однофазный с секционированной первичной обмоткой, позволяющей с помощью переключателя ступеней изменять значение напряжения во вторичной обмотке. При первичном (220 В или 380 В) и вторичном (1 - 20 В) напряжениях сварочный ток достигает нескольких десятков килоампер.
Машина для контактной точечной сварки МТ-501 предназначена для одноточечной сварки изделий из малоуглеродистой стали толщиной от (0,2+0,2) мм до (1+1) мм. Номинальный сварочный ток – 5000 А. Среднечасовой темп работы – 1800 сварок в час. Число ступеней регулирования - 8. Вторичное напряжение – 1,06-2,12 В. Максимальное усилие сжатия – 1000 Н. Привод сжатия – пневматический. Масса машины – 210 кг.
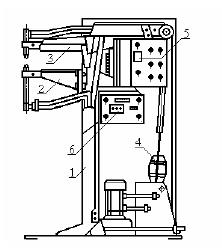
1 – корпус; 2 – неподвижный рычаг; 3 – подвижный рычаг; 4 – механизм сжатия; 5 – источник питания; 6 – электронный блок управления
Рисунок 6.6 – Общий вид машины для контактной точечной сварки
Машина МТ-501 (рисунок 6.6) имеет сварной стальной корпус 1, неподвижный 2 и подвижный 3 рычаги для крепления электродов. Верхний электрод приводится в движение от пневматического механизма сжатия 4.
Источник питания – сварочный трансформатор 5 и механизм сжатия электродов управляются электрической схемой с электронным блоком 6. Для охлаждения электродов и сварочного трансформатора используется проточная вода.
Упрощенная электрическая схема машины МТ-501 показана на рисунке 6.7.
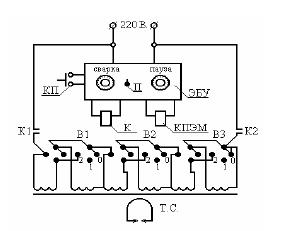
Рисунок 6.7 – Упрощённая электрическая схема машины МТ –501
Электрическая схема машины, снабженная электронным блоком управления (регулятором цикла сварки) определяет последовательность отдельных операций машины по следующему циклу:
- сжатие электродов («сжатие»);
- включение и выключение сварочного тока («сварка»);
- выдержка и подъем электродов («пауза»).
Питание сварочного трансформатора и электронного блока управления осуществляется от сети переменного тока напряжением 220 В. Первичная обмотка трансформатора и электронного блока управления осуществляется от сети переменного тока напряжением 220 В. Первичная обмотка трансформатора секционируется выключателями В1, В2 и В3. Устанавливая их в различные положения, можно регулировать напряжение во вторичной обмотке трансформатора в пределах 1,06-2,12 В.
После нажатия на кнопку КП (смонтирована на педали, установленной на полу впереди машины) электронный блок управления ЭБУ подает питание на катушку электромагнитного пневматического клапана КПЭМ, клапан включается и происходит сжатие электродов пневмоцилиндром. Через 0,5 с после включения механизма сжатия подается питание на катушку электромагнитного контактора, который замыкает контакты К1 и К2, включая сварочный трансформатор ТС. Через время, заданное на делителе напряжения «сварка» ЭБУ отключает катушку К – трансформатор выключен.
Через время, заданное на делителе напряжения «пауза», отключается катушка КПЭМ и электроды расходятся, освобождая сваренные детали. При повторном нажатии на кнопку КП цикл повторяется.

