 2015-06-28
2015-06-28 3514
3514Расчет плавильного отделения заключается в составлении баланса металла по выплавляемым маркам, выборе типа и определения количества плавильных агрегатов, расчете расхода шихтовых материалов на годовой выпуск и планировке участка. Подбор типа и конструкции плавильного агрегата зависит от рода металла, развеса отливок, количества шихты. Объема производства, режима работы и вида топлива.
В данном отделении цеха будет выплавляться высокопрочный серый чугун следующих марок: СЧ30, СЧ35.
Потребность металлозавалки определяем по каждой весовой группе.
Расчет металлозавалки приведен в таблице 2.1.
Таблица 2.1 – Баланс металла
| Наименование детали | Годное литье | Технологические отходы | Жидкий металл | Угар и потери | Металлозавалка | |||||
| % | т/год | % | т/год | % | т/год | % | т/год | % | т/год | |
| 1. Корпус блока | ||||||||||
| 2. Корпус редуктора | ||||||||||
| 3. Крышка редуктора | ||||||||||
| 4. Боковина | ||||||||||
| 5. Шнек | ||||||||||
| 6. Полумуфта | ||||||||||
| 7. Колодка | ||||||||||
| 8. Кронштейн | ||||||||||
| Итого | - | - | - | - | - |
Общий вес металлозавалки составил 33472 т. из них на:
СЧ30 – 16362 т;
СЧ35 – 17110 т.
2.1.1 Выбор и расчет плавильных агрегатов
Для проектируемого плавильного отделения выбираем индукционные тигельные печи номинальной вместимостью 6 т (ИЧТ-6). Главное преимущество индукционной плавки чугуна состоит в возможности управлять процессом перегрева чугуна в широком интервале по температуре и времени, осуществлять более глубокую металлургическую обработку расплава, точно выдерживать химический состав и получать чугун высокого качества. Также существенно улучшаются санитарно-гигиенические условия труда, так как обслуживающий персонал не подвергается вредным воздействиям тепла, пыли, шума, газов от сжигания топлива. Техническая характеристика печи приведена в таблице 2.2. Схема печи приведена на рисунке 2.1.
Таблица 2.2 – Техническая характеристика индукционной печи ИЧТ-6
| Параметр | Норма |
| Номинальная вместимость тигля, т | |
| Номинальная мощность печного трансформатора, кВА | |
| Мощность, потребляемая установкой, кВт | |
| Число фаз: питающей сети контурной цепи | |
| Частота тока, Гц | |
| Температура перегрева металла, ºС | |
| Производительность, т/ч | 1,58 |
Удельный расход электроэнергии, кВт  ч/т ч/т | |
| Время плавления и перегрева, ч | 2,3 |
| Расход воды на охлаждение, м3/ч | |
| Общая масса электропечи с расплавленным металлом, т |
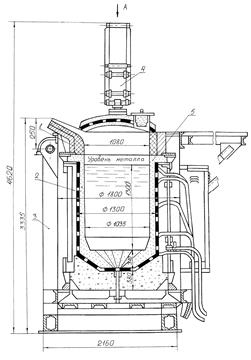 | 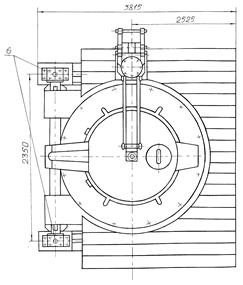 |
Рисунок 2.1 – Схема индукционной тигельной печи
Печь ИЧТ-6 представляет собой своеобразный воздушный трансформатор, у которого первичной обмоткой является водоохлаждаемая катушка-индуктор, а вторичной и одновременно нагрузкой является, находящийся в тигле, металл. Нагрев и расплавление происходит за счет протекающих в металле токов, которые возникают под воздействием электромагнитного поля, создаваемого индуктором. При этом возникают также электродинамические силы, которые создают интенсивное перемешивание. Обеспечивая равномерность температуры и однородность расплавленного металла.
Установка печи состоит из электропечи и комплекта оборудования, необходимого для ее работы.
Электропечь состоит из следующих сборочных единиц: установки индуктора, поворотной рамы, опорной рамы, крышки с механизмом и двух плунжеров.
Установка индуктора состоит из индуктора, магнитопроводов, сварного корпуса, футеровки подины, набивного тигля и верхнего футеровочного пояса-воротника.
Индуктор состоит из двух катушек – рабочей и холостой. К рабочей катушке подводится напряжение, она передает энергию металлу в тигле.
Тигель печи выполняется из набивной огнеупорной массы специального состава.
Необходимое количество плавильных агрегатов рассчитывается по формуле:
 ; (2.1)
; (2.1)
 шт.
шт.
где n – количество печей, шт.;
Q – потребное количество жидкого металла, т/год;
Кн – коэффициент неравномерности потребления жидкого металла;
Тд – действительный годовой фонд времени работы печи, ч;
q – производительность печи, т/ч.
Коэффициент загрузки определяем по формуле:
 , (2.2)
, (2.2)
Данные расчета сведены в таблице 2.3.
Таблица 2.3 – Данные расчета печей
| Тип плавильных печей | Количество печей, шт. | Коэффициент загрузки | |
| расчетное | принятое | ||
| ИЧТ-6 | 4,32 | 0,864 |
Процесс плавки состоит из нескольких этапов. В начальный период плавки, при отсутствии в цехе жидкого металла, производится наплавление его из твердой шихты. Этот процесс малопроизводителен: для его ускорения предварительно заготавливают пусковой болван массой 0,50-0,66 емкости печи, что позволяет наплавить тигель жидкого металла в течение 8-10 часов. В дальнейшем процессе плавки применяется режим плавки на «болоте», когда после каждого выпуска жидкого металла в печи оставляют 30-40 % расплава и в него загружают соответствующее количество твердой шихты. Этот режим – растворение твердой шихты в жидкой ванне – является наиболее производительным и обеспечивает максимальную скорость плавки.
Перед каждой плавкой необходимо произвести осмотр тигля. Тигель не должен иметь трещин, выпуклостей, провалов. Износ стенок тигля не должен превышать 30 %. Шихтовые материалы взвешивают на весах с пределом взвешивания 0-150 кг. На дно тигля укладывают мелкие куски шихты, электродный бой и бой стекла. Чушки стального лома во избежание зависания и образования мостов загружают в вертикальном положении. После загрузки шихты приступают к расплавлению, для чего включают печь, устанавливают режим работы. Расплавление ведут с максимальной скоростью, включив печь на максимальную мощность.
Крупные куски лома стального рекомендуется загружать после того, как количество расплавленного металла будет достаточно для полного погружения крупных кусков лома во избежание зависания. Крупные куски перед загрузкой в печь подогревают на краю тигля в течение 10-15 минут.
Все операции, связанные с дозагрузкой шихты, производят, прикрывая тигель листом асбестокартона, во избежание потерь теплоты и выплеска металла.
В расплавленный металл загружают при необходимости ферросплавы, затем нагревают расплав до температуры 1530-1550 °С. Замер температуры производят термопарой.
При достижении заданной температуры печь отключают, производят выдержку чугуна в течение 5-10 минут и выпускают металл в ковш. Температура выпуска чугуна из печи 1420-1450 °С.
Перед заливкой металла в формы снимают шлак с зеркала металла в печи. При выпуске металла из печи производят модифицирование. Перед модифицированием чугуна на дно пустого ковша к стенке, противоположной сливному носку, загружают модификатор и прикрывают листом железа толщиной 1-3 мм, вырезанного по контуру днища ковша.
Ковш разворачивают так, чтобы струя металла из печи попадала в основание сливного носка, затем при заполнении ковша на 1/2 объема, не прерывая струю, вводят при необходимости ферросилиций в количестве 0,2-0,3 % от массы металла. Допускается производить модифицирование металла на струе.
После заполнения ковша производят замешивание лигатуры и снимают шлак с поверхности металла. Для качественного удаления шлака поверхность металла покрывают боем стекла 0,1-0,5 % от массы металла.
Заливку форм производят непрерывной струей. Литниковую чашу держат заполненной, чтобы избежать попадания шлака в форму и спаев на отливке. При заливке носок ковша располагают над чашей на высоте не более 200 мм. В начале заливки при полном объеме металла в ковше допускается высота струи до 400 мм. Остаток металла из ковша сливают в изложницу.
Определение химического состава производится для корректировки состава металла. Отбор проб на механические испытания производят от партии отливок одной плавки.
Технологический контроль в плавильном отделении осуществляют сменный мастер; технолог; контролер ОТК. Контролируются следующие параметры: качество подготовки футеровки печи и желоба к ведению плавки; правильность отбора пробы; химический состав сплава на соответствие НД; температура металла.
Температура металла контролируется в печи перед выпуском вольфрам-ремиевой термопарой погружения через потенциометр КСП-4. На заливочном участке температура контролируется фотометрическим пирометром.
Плавильный участок располагается в торце здания. Основное плавильное оборудование располагается так, чтобы обеспечить минимальное расстояние транспортировки жидкого сплава к заливочному участку. Гидравлическая насосная станция из соображения техники безопасности выносится за пределы участка печей.
2.1.2 Характеристика применяемых сплавов
В цехе применяются две марки чугуна – СЧ30 и СЧ35. Для конструкционных чугунов важнейшим является механические свойства, а определяющим – временное сопротивление при растяжении.
Серый чугун с пластинчатым графитом является наилучшим литейным сплавом. Благодаря высоким литейным свойствам из него можно получать отливки различных размеров, массы и конфигурации без прибылей или с малыми прибылями с наибольшим выходом годного литья.
Технология изготовления отливок из серого чугуна отличается простотой, высокими технико-экономическими показателями, не требует дефицитных материалов и больших энергозатрат.
Структура и свойства серого чугуна определяются процессом графитизации, от которого зависят не только количество и характер графитовых включений, но в значительной степени и структура матрицы. Сравнительная интенсивность влияния элементов на графитизацию характеризуется следующим их расположением:
Si, Al, C, Ti, Ni, Cu, P, Zr | Nb | W, Mn, Cr, V, S, Mg, Ce, Te, B.
Слева от Nb – графитизирующие элементы, способствующие образованию графита и феррита, справа – карбидообразующие элементы (антиграфитизаторы), способствующие образованию карбидов, перлитизации структуры матрицы.
Химический состав, физические и механические свойства чугунов регламентируются ГОСТ 1412-85 и приведены в таблицах 2.4, 2.5 соответственно.
Таблица 2.4 – Химический состав чугуна
| Марка чугуна | Массовая доля элементов, % | ||||
| углерод | кремний | марганец | фосфор | сера | |
| не более | |||||
| СЧ30 | 3,0-3,2 | 1,3-1,9 | 0,7-1,0 | 0,20 | 0,12 |
| СЧ35 | 2,9-3,0 | 1,2-1,5 | 0,7-1,1 | 0,20 | 0,12 |
Таблица 2.5 – Характеристика физико-механических свойств чугуна
| Свойства | Марка чугуна | |
| СЧ30 | СЧ35 | |
| Плотность, кг/м3 | 7,3·103 | 7,4·103 |
| Линейная усадка, % | 1,3 | 1,3 |
| Модуль упругости при растяжении, Е·10²МПа | 1200-1450 | 1300-1550 |
| Теплопроводность при 20 ºС, Вт/(м К) | ||
| Удельная теплоемкость при температуре от 20 до 200 ºС, Дж/(кг·К) | ||
| Коэффициент линейного расширения при температуре от 20 до 200 ºС | 10,5·10,0-6 | 11·10,0-6 |
| Временное сопротивление при растяжении, МПа, не менее | ||
| Твердость НВ, МПа, не более |
Расчет шихтовых материалов.
Для расчета шихты исходными данными служат:
- требуемый химический состав сплава;
- химический состав компонентов металлозавалки;
- угар (пригар) элементов при плавке.
Основные литейные свойства и химический состав сплава СЧ30 приведен в таблице 2.6. по ГОСТ 1412-95
Таблица 2.6 – Литейные свойства и химический состав сплава СЧ30
| Марка сплава | Литейные свойства сплава | Массовая доля элементов, % | |||||||||
| плотность, г/см3 | линейная усадка сплава, % | температура, 0С | твердость по Бриннелю, НВ | С | Si | Mn | P | S | |||
| плавления | заливки в литейные формы | ||||||||||
| не более | |||||||||||
| СЧ30 | 7,3 | 1,3 | 1150-1260 | 1260-1400 | 163-270 | 3,0-3,2 | 1,3-1,9 | 0,7-1,0 | 0,2 | 0,12 |
Шихтовые материалы для плавки черных сплавов состоят из первичных, или свежих, материалов промежуточных сплавов и полупродуктов, поступающих с металлургических заводов; лома и отходов, поступающих с предприятий вторичного черного металла, и возврата собственного производства: литников, сплесков и брака литейного цеха, отходов обрабатывающих цехов.
К первичным, или свежим, шихтовым материалам относятся литейные или передельные чугуны всех марок, ферросплавы, чистые цветные сплавы, лигатуры, модификаторы. Эти материалы, характеризуемые стабильностью химического состава и геометрической формы, являются наиболее дорогой частью шихты.
Полупродукты металлургического производства применяют при плавке чугуна в электропечах вместо стального лома. Стальной лом повышает качество чугуна при электроплавке, путем снижения содержания в нем углерода. Серы и неметаллических включений, но может быть источником случайного попадания в чугун легирующих элементов (Cr, Mn, Si и др.).
Чугунный лом (машиностроительный) по химическому составу мало отличается от выплавляемого в литейных цехах чугуна.
При индукционной плавке можно применять стружку только стабильного химического состава, не окисленную и не содержащую масел, эмульсий и других органических веществ и влаги.
Химический состав шихтовых материалов компонентов для сплава СЧ30 приведен в таблице 2.7.
Таблица 2.7 – Химический состав компонентов шихтовых материалов
| Компоненты | Содержание элементов, % | ||||
| С | Si | Mn | P | S | |
| Чугун передельный | 3,5 | 3,3 | 0,5 | 0,3 | 0,02 |
| Лом чугунный | 3,0 | 1,6 | 0,8 | 0,2 | 0,1 |
| Лом стальной | 0,2 | 0,3 | 0,8 | 0,05 | 0,05 |
| Возврат | 3,4 | 1,8 | 0,8 | 0,2 | 0,15 |
| Чугунная стружка | 3,3 | 2,1 | 0,7 | 0,1 | 0,09 |
| Стальная стружка | 0,3 | - | - | - | - |
Угар металлов при заливке в индукционной тигельной печи промышленной частоты составляет, %: 10 С; 4 Si; 15 Mn.
Расчетное содержание кремния, марганца, углерода с учетом угара рассчитываем по формуле:
ЭШ  (2.3)
(2.3)
где Эш – допустимое содержание расчетного элемента;
Э – требуемый состав жидкого чугуна, %;
Δ – угар элементов, %.
Э С  ;
;
Э Si  ;
;
Э Mn  .
.
С учетом шихтовых материалов и химического состава подбираем массу отдельных компонентов металлозавалки. Содержание элементов металлозавалки проверяем расчетом (таблица 2.8).
Таблица 2.8 – Расчет содержания элементов для СЧ30
| Компоненты | Масса | Содержание элементов, % | |||||
| кг | % | С | Si | Mn | P | S | |
| Чугун передельный | 0,35 | 0,33 | 0,05 | 0,03 | 0,002 | ||
| Лом чугунный | 0,6 | 0,32 | 0,16 | 0,04 | 0,02 | ||
| Лом стальной | 0,08 | 0,12 | 0,32 | 0,02 | 0,02 | ||
| Возврат | 0,68 | 0,36 | 0,16 | 0,04 | 0,03 | ||
| Чугунная стружка | 0,165 | 0,105 | 0,035 | 0,005 | 0,0045 | ||
| Стальная стружка | 0,015 | - | - | - | - | ||
| Итого | 1,89 | 1,235 | 0,725 | 0,135 | 0,0765 |
Из таблицы видно, что:
– недостаток углерода в выплавляемом чугуне 3,44 – 1,89 = 1,55%, или  кг. Недостаток углерода восполняем введением электродного боя с усвоением 80%,
кг. Недостаток углерода восполняем введением электродного боя с усвоением 80%,  кг;
кг;
– недостаток кремния в выплавляемом чугуне 1,67 – 1,235 = 0,435 % или  кг. Недостаток кремния восполним введением в расплав ферросилиция ФС45 содержание кремния, в котором 45%,
кг. Недостаток кремния восполним введением в расплав ферросилиция ФС45 содержание кремния, в котором 45%,  кг.
кг.
– недостаток марганца в выплавляемом чугуне 1 – 0,725 = 0,275 % или  кг. Недостаток марганца восполняем введением ферромарганца ФМн75 содержание марганца, в котором 75%,
кг. Недостаток марганца восполняем введением ферромарганца ФМн75 содержание марганца, в котором 75%,  кг.
кг.
Таблица 2.9 – Состав шихты СЧ30
| Компоненты | кг |
| Чугун передельный | |
| Лом чугунный | |
| Лом стальной | |
| Возврат | |
| Чугунная стружка | |
| Стальная стружка | |
| Электродный бой | 317013,75 |
| ФС 45 | |
| ФМн 75 | |
| Итого |
Металлическая шихта поступает на участок навески со склада навески шихтовых материалов ж/д вагонами (раз в 15 дней) и с помощью электрических кранов подается в расходные закрома.
Набор и взвешивание металлической шихты выполняется специальными мостовыми кранами, оборудованными электромагнитами с изменяющейся подъемной силой и тензометрическими крановыми весами. Набранная навеска подается в бункерные весы для контрольного взвешивания и регистрации расхода шихтовых материалов.
Шихта для индукционных печей взвешивается с помощью таких же крановых весов и загружается в бадью с раскрывающимся днищем, установленную на передаточной тележке. Загруженная бадья мостовым краном подается к электротележке, а электротележкой передается к тигельным индукционным печам. В печи шихта загружается консольными передвижными кранами, которые устанавливают бадью с шихтой над тиглем индукционной печи и раскрывают ее днище.
2.1.3 Расчет количества ковшей
Для транспортировки жидкого металла применяем конические ковши. Т.к. емкость печи 6 т, то принимаем ковши емкостью 7 т. Количество ковшей определяем по формуле:
 | (2.4) |
где Q - годовое количество жидкого металла, т;
t - время оборота ковша, ч;
Кн – коэффициент неравномерности;
 - емкость ковша, кг.
- емкость ковша, кг.
 ковшей.
ковшей.
Количество ковшей представлено в таблице 2.10.
Таблица 2.10 – Количество ковшей
| Наименование ковшей | Расчетное количество ковшей | Количество ковшей находящихся в ремонте | Всего ковшей |
| Раздаточный ковш | |||
| Разливочный ковш |
Основная футеровка ковшей делается из стабилизированного доломита. Одной из основных функций ковшей является удержание шлака, который снимается с поверхности чугуна после заполнения ковша и перед заливкой металла в форму.
Для футеровки разливочных ковшей применяются смеси следующего состава: кварцевый песок, глина формовочная огнеупорная, шамотный порошок.
Разливка по формам осуществляется из 2 т разливочного ковша, перемещаемого по монорельсу.
2.1.4 Контроль качества
В плавильном отделении предусмотрены экспресс – лаборатории производящие контроль качества выплавляемого металла:
- по пробе на твердость (ГОСТ 24805-81);
- по химическому анализу (ГОСТ 3443-87).
Если металл не соответствует требуемому химическому составу, то производится корректировка.








