 2015-07-21
2015-07-21 1505
1505Если отдельный участок обработанной поверхности детали многократно увеличить, то геометрия его рельефа будет характеризоваться повторяющимися выступами и впадинами рисунок 1. Систематизируя эти пики на некоторой базовой длине l, величина которой прямо пропорционально зависит от высоты микронеровностей и выбираются из ряда: 0,01; 0,03; 0,08; 0,25; 2,5; 8,0; 25 мм, ГОСТ 2789-73 устанавливает шесть основных параметров шероховатости.
Высотные: Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей по 10-ти точкам;
Rmax – наибольшая высота профиля.
Шаговые:
S – средний шаг неровностей по вершинам;
Sm – средний шаг неровностей по линии m;
tp – относительная опорная длина.
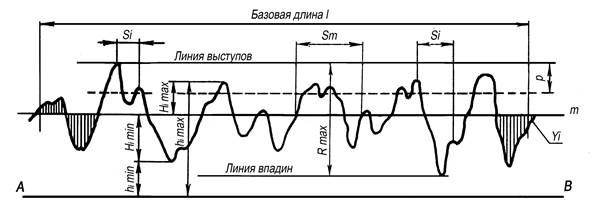 |
Рисунок 1 – Обобщенный микрорельеф обработанной поверхности
Средняя высота микронеровностей Rz определяется как среднеарифметическая высота микронеровностей (R1, R2, R3,…,R10) от гребня до впадин (рисунок 1) по десяти точкам:
Высота гребней R равна разнице расстояний от линии А-В до верхних точек гребней и до нижних.
Среднее арифметическое отклонение профиля Ra представляет собой среднее значение y1, y2, y3,…,yn расстояний до средней линии m
 ,
,
где n – число замеров на базовой длине l.
Средняя линия m выбрана таким образом, что делит профиль на примерно равные по площади части.
Для определения параметров шероховатости применяются два основных метода – качественный и количественный. При качественном поверхность, шероховатость которой требуется определить, сравнивается с эталонной. При количественном параметры шероховатости измеряются с помощью оптических приборов (профилографами, профилометрами и др.). Получаемые значения параметров ГОСТ 2789-73 группирует по 14-ти классам, и так как одну и ту же шероховатость поверхности можно охарактеризовать различными параметрами, то существуют примерные их соотношения, см. табл. 1.
Кроме того, различные способы обработки детали позволяют получить и различную шероховатость ее поверхностей. Наиболее распространенные способы металлообработки с получаемой после них шероховатостью показаны на рисунке 2, а более подробные данные приведены в таблице 2.
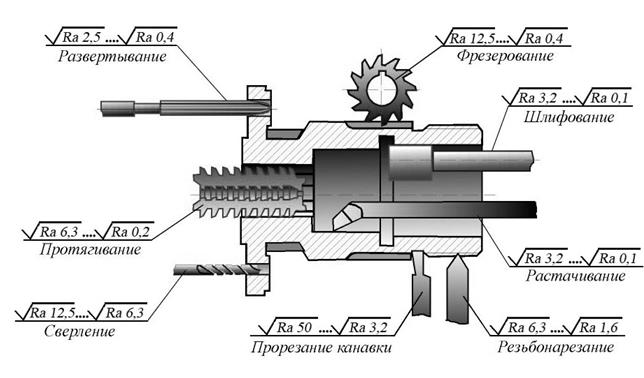
Рисунок 2 – Ориентировочное определение параметров шероховатости в зависимости от вида металлообработки
Таблица 1
Примерные соотношения классов шероховатости и параметров Ra, Rz и l
| Класс шероховатости | Ra, мкм | Rz, мкм | l, мм |
| – | – | 0,03 | |
| 12; 13 | до 0,025 | до 0,10 | 0,08 |
| 8; 9; 10; 11 | св. 0,025 до 0,4 | св. 0,10 до 1,6 | 0,25 |
| 6; 7 | св. 0,4 до 3,2 | св. 1,6 до 12,5 | 0,8 |
| 4; 5 | св. 3,2 до 12,5 | св. 12,5 до 50 | 2, |
| 1; 2; 3 | св. 12,5 до 100 | св. 50 до 100 | 8,0 |
Таблица 2

