 2015-07-14
2015-07-14 1434
1434Шпоночные соединения предназначены для передачи заданного крутящего момента. По форме различают: призматические, клиновые, сегментные, круглые, шестигранные шпонки (рис. 55). Размеры шпонок выполняют в системе вала. При монтаже важно, чтобы охватывающая деталь центрировалась по поверхности вала.
Призматические шпонки рекомендуется запрессовывать в вал при помощи специальных приспособлений и только в неответственных случаях их можно устанавливать с помощью мягких молотков.
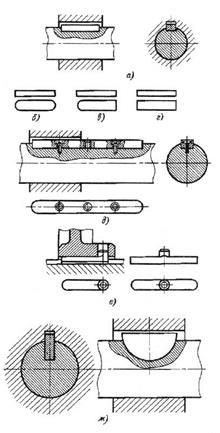
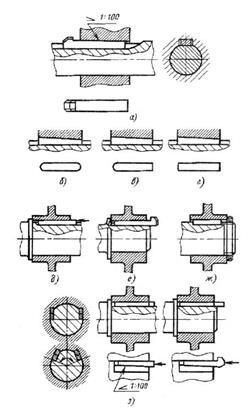
Рис. 55
Призматические шпонки рекомендуется запрессовывать в вал при помощи специальных приспособлений и только в неответственных случаях их можно устанавливать с помощью мягких молотков.
Клиновые осевые и клиновые тангенциальные шпонки забивают в паз молотком с медным или свинцовым наконечником.
В единичном и мелкосерийном типах производства иногда выполняют пригоночные работы в случае высоких требований к шпоночному соединению. В условиях массового и крупносерийного типа производства пригоночных работ не выполняют, и сборку механизируют и автоматизируют.
При автоматизации сборки шпоночных соединений на позиции сборки необходимо обеспечивать точность относительного линейного и углового положения осей сопрягаемых цилиндрических поверхностей, а также угла поворота шпонок относительно пазов собираемых деталей (рис. 56).
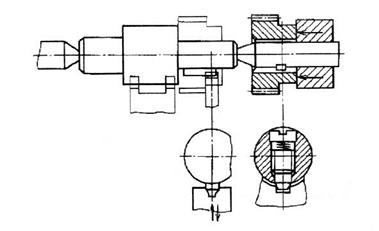
Рис. 56
Последовательность переходов при сборке шпоночных соединений определяется их конструкцией.
Например рис.57а – установить вал 3 в приспособление, закрепить; установить и запрессовать шпонку 2 в шпоночный паз вала 3; проверить плотность посадки шпонки 2 в пазу детали 3 по специальному кольцу на краску; установить сопрягаемую деталь 1.
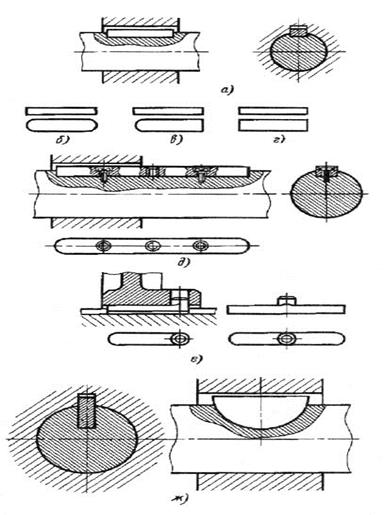
Рис. 56
Рис.57е – установить деталь 1 в приспособление (тиски), закрепить; наживить шпонку 2 в шпоночном отверстии детали 1; установить приспособление в отверстие детали 1 и запрессовать шпонку в шпоночное отверстие до упора; снять приспособление; проверить посадку шпонки 2 по специальной контрольной оправке на краску; установить вал 3 в отверстие детали 1.
Рис.57 ж – установить деталь 3 в приспособление, закрепить; установить и запрессовать в шпоночный паз детали 3 сегментную шпонку 2 до упора; проверить посадку шпонки 2 в пазу детали 3 по специальному кольцу на краску; установить деталь 1.
Рис.57 д – установить деталь 3 в приспособление, закрепить; установить и запрессовать шпонку 2 в шпоночный паз детали 3; сверлить 2 отверстия в детали 3, выдерживая размеры l, h через отверстия шпонки 2; очистить отверстия от стружки; нарезать резьбу М в 2-х отверстиях, выдерживая размеры l, h; очистить отверстия от стружки; закрепить шпонку 2 в пазу детали 3 винтами 4; проверить посадку шпонки 2 по специальному кольцу на краску; (шабрить боковые поверхности шпонки 2), обеспечив движение детали 1 без заеданий и боковой качки.
Клиновые шпонки выполняют с головкой, закругленными или плоскими концами. Эти шпонки забиваются. При этом по боковым поверхностям должен быть зазор, контролируемый щупом. Применение таких шпонок приводит к смещению по оси ступицы относительно оси вала на величину посадочного зазора и контактных деформаций. Поэтому, как правило, применяют в изделиях, не требующих точного центрирования, работающих при незначительных скоростях и соединениях значительного диаметра.
Для соединений, работающих при значительных динамических нагрузках, применяют тангенциальные шпонки, состоящие из клиньев с односторонними скосами. Их забивают в паз, образованный угловыми уступами, на валу и в ступице. Шпонки устанавливают попарно под углом 120-180о с помощью молотка с медным или свинцовым наконечником.
Кроме перечисленных видов шпонок применяют также шестигранные шпонки, цилиндрические шпонки-штифты, торцовые призматические шпонки, служащие для двух тел вращения по торцовой поверхности.
Для извлечения шпонок из пазов используют следующие способы (рис. 58):
а) выколоткой;
б) отжимным винтом;
в) ударом груза по упорному кольцу;
г) винтовые и рычажные приспособления.
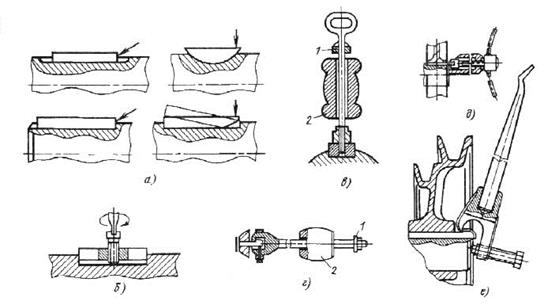
Рис. 58

