 2015-07-14
2015-07-14 387
387ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Методические указания
к выполнению лабораторной работы по дисциплине
«Детали машин и основы конструирования»
направление подготовки:
651600 – Технологические машины и оборудование
специальность:
170700 – Машины и аппараты текстильной и легкой промышленности
направления подготовки:
553900 – Технология, конструирование изделий и
материалы легкой промышленности
656100 – Технология и конструирование изделий легкой промышленности
специальности:
280800 – Технология швейных изделий
280900 – Конструирование швейных изделий
281000 – Технология кожи и меха
281100 – Технология изделий из кожи
281200 – Конструирование изделий из кожи
Новосибирск – 2005
Составитель к.т.н., доцент М.А. Ланцевич
Рецензент д.т.н., профессор Ю.И. Подгорный
Методические указания рассмотрены на заседании кафедры механики
Протокол № 4 от «30» ноября 2005 г.
Зав. Кафедрой механики В.Ф. Ермолаев
к.т.н., доцент
Методические указания. – Новосибирск: НТИ МГУДТ (филиал), 2005.- 14 с.
ЦЕЛЬ РАБОТЫ
Изучение конструкций шпоночных соединений, подбор и расчет их на прочность.
ОБОРУДОВАНИЕ И ИНСТРУМЕНТ
1) Набор призматических, сегментных и клиновых шпонок.
2) Штангенциркуль.
СОДЕРЖАНИЕ РАБОТЫ
Ознакомление с основными типами шпонок, их назначением, достоинствами и недостатками. Вычерчивание шпоночных соединений и отдельных шпонок с указанием геометрических параметров. Выполнение расчетов на прочность различных шпоночных соединений. Выполнение записи условного обозначения рассчитанных шпонок по ГОСТам.
ОСНОВНЫЕ ПОНЯТИЯ И РАСЧЕТНЫЕ ЗАВИСИМОСТИ
Шпоночные соединения служат для закрепления деталей на валах и осях и предназначены для передачи крутящего момента.
Все шпоночные соединения можно разделить на две группы: напряженные и ненапряженные. К первой группе относятся клиновые шпонки. Ко второй – призматические и сегментные. Размеры шпонок и допуски на них стандартизованы.
Соединения клиновыми шпонками
Передача крутящего момента клиновыми шпонками (ГОСТ 8791) (см. рисунок 1) производятся за счет сил трения, которые образуются в соединении от запрессовки шпонки, создавая, таким образом, напряжения до приложения рабочей нагрузки.
Паз в ступице обрабатывается с уклоном, равным уклону шпонки (1: 100), что часто требует индивидуальной пригонки шпонки по пазу. Кроме того, клиновая форма шпонки может вызвать перекос детали, при котором ее торцевая плоскость не будет перпендикулярна к оси вала.
Эти недостатки послужили причиной резкого сокращения применения клиновых шпонок в условиях современного производства.
Рабочие поверхности шпонки испытывают напряжения смятия и рассчитываются по условию прочности
 , (1)
, (1)
где  – крутящий момент, передаваемый шпонкой,
– крутящий момент, передаваемый шпонкой,  ;
;
 – ширина шпонки,
– ширина шпонки,  ;
;
 – рабочая длина шпонки, ;
– рабочая длина шпонки, ;
 – 0,13…0,18 – коэффициент трения скольжения;
– 0,13…0,18 – коэффициент трения скольжения;
 – диаметр вала, ;
– диаметр вала, ;
 - допускаемое напряжение смятия материала шпонки,
- допускаемое напряжение смятия материала шпонки,  .
.
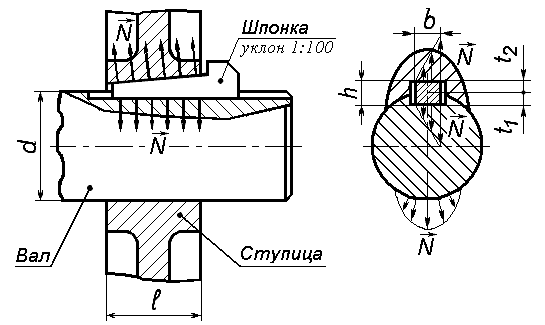
|
| Рисунок 1 – Соединение клиновой шпонкой |








