 2015-07-21
2015-07-21 1972
1972Цветные металлы и их сплавы наплавляют дуговыми методами, что производительнее и эффективнее. Однако латунь наплавлять дуговым способом не рекомендуют, ввиду интенсивного испарения цинка при температурах, достигающих 900 °С. Водород, поглощаемый жидким металлом из сварочного пламени, не успевает выделиться, так как латунь быстро остывает. Поэтому в охлажденном металле остаются пузырьки.
Пары цинка попадают в пузырьки водорода и там кристаллизуются, в результате чего наплавленная поверхность получается пористой, поэтому для латуни применяют газопламенную наплавку. При наплавке латуни в качестве флюса используют буру, которую разводят в виде пасты и кистью наносят на наплавляемую поверхность, которую перед наплавкой зачищают. Для наплавки можно использовать все виды горючих газов. Мощность пламени должна быть такой же, как при сварке сталей, а конец ядра должен находиться от поверхности на расстоянии в 2 - 3 раза большем, чем при сварке. Наплавку ведут быстро, используя установки проволочного и порошкового типов. Одна из них — установка УГПЛ показана на рис. 2. Газопламенной наплавкой можно наплавлять термопластовые, цинковые и другие материалы с температурой плавления 800 °С. При работе используют ацетилен и воздух.
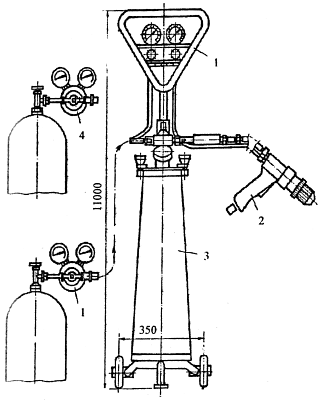
Рис. 2. Установка УГПЛ: 1-щит управления; 2-газопламенный напылитель; 3-порошковый питатель; 4-редукторы
Применение порошкообразных флюсов
Флюсами в виде порошков обрабатывают наплавляемую поверхность, что создает условия для защиты ванны. При использовании порошкообразны флюсов не следует применять латунь с содержанием кремния более 0,3 %, так как образовываются хрупкие прослойки, снижающие прочность сцепления. Поэтому для наплавки чаще всего используют низкокремнистые латуни (ЛК-62-02 и др.). Перед наплавкой поверхность готовят, зачищают до металлического блеска, выполняют предварительный подогрев и после этого покрывают порошком флюса и приступают к наплавке. Сварочное пламя используют с небольшим избытком кислорода.
Выводы: Из данной работы можно сделать вывод, что Я ОХУЕНЕН
Кравцов Т. Г., Сторожев В. П. Восстановления деталей при ремонте судов. – М.: Транспорт, 1981. – 119с.

