 2015-08-13
2015-08-13 1042
1042Окраска брусковых деталей столярно-строительных конструкций. Эту операцию производят струйным обливом (рис. 149, а). Брусок 1 по конвейеру 4 с фасонными роликами подается через красконалив-ную машину 3 и поступает в позицию перекладки. Брусок воздействует на конечный выключатель SQ1 и когда вилка 8 будет в требуемой позиции, нажмется выключатель SQ2, срабатывает пускатель КМ1 и включается электродвигатель M1 привода механизма перекладки. Диск 5 поворачивается против часовой стрелки, рычаг 2 поднимается, захватывает брусок и переносит на вилку 8, установленную на конвейере 7. При отходе диска 5 от исходного положения замыкающий контакт SQ3 замкнется, включится реле КМ2, которое подготовит цепь реле КМ3. Оно сработает при возврате диска 5 в исходное положение (SQ3 будет нажата). Размыкающий контакт КМ3 отключит пускатель КМ1, двигатель M1 отключится, и перекладчик займет исходную позицию. Бруски по конвейеру 7 подаются в камеру сушки 6.
Решетчатые конструкции (стулья, оконные блоки) лакируются или окрашиваются в поле высокого напряжения. Схема линии показана на рис. 149, б. По монорельсу 1 каретки 2, на которые навешиваются отделяемые изделия, перемещаются грузоведущими конвейерами 3. Каретка, развернутая вдоль движения, проходит на участок навешивания и съема изделий — камеры 4 нанесения электропроводящего состава и 6 — нанесения покрытия. Перед входом в сушильную камеру каретка разворачивается на 90°. В сушильной камере 7 каретка расцепляется с основным грузоведущим конвейером 3 и продвигается вспомогательным конвейером 8, имеющим низкую скорость и малый шаг между захватами. На выходе из сушильной камеры каретки вновь захватываются главным конвейером. Схема трассы может быть значительно сложнее, так как одна камера для нанесения электропроводного раствора может обеспечить несколько камер окрашивания, сушильные камеры могут состоять из нескольких частей, покрытие наносится на несколько проходов.
В этом случае на каждом ответвлении действует свой грузоне-сущий входной конвейер 5 и выходной 9. Включение конвейеров и переключение стрелок 10 и 11 производится автоматически (см. главу 13).
В линиях отделки автоматика выполняет согласование работы механизмов и движения объекта обработки, но наиболее важным является стабилизация режимов (температуры) в сушильных установках.
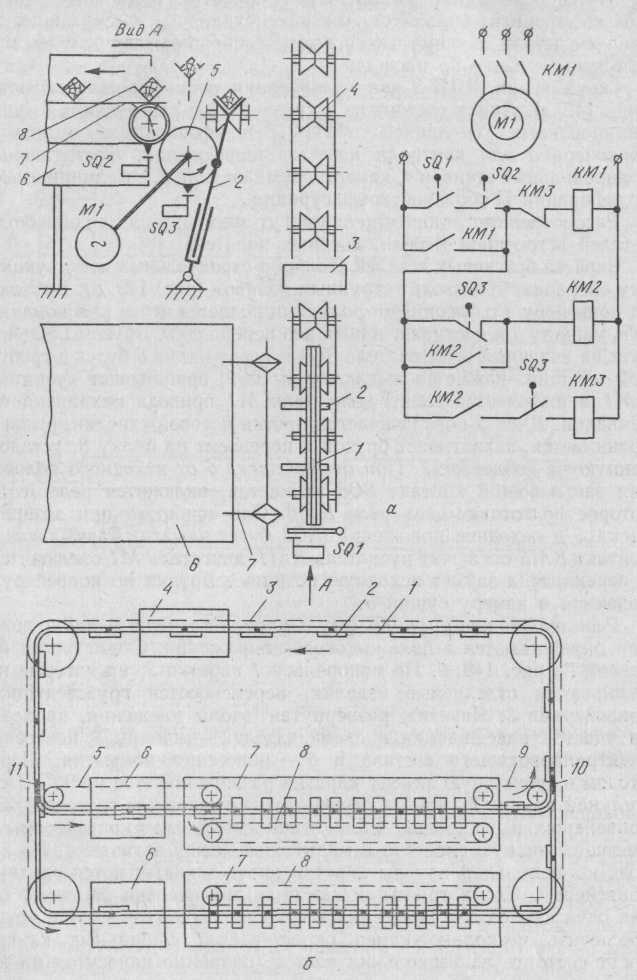
Рис. 149. Линии отделки столярно-строительных изделий:
а — брусков методом налива; б — решетчатых конструкций в поле высокого напряжения








