 2015-08-21
2015-08-21 9281
9281Отверстия на сверлильных станках обрабатывают сверлами, зенкерами и развертками.
Сверла по конструкции и назначению подразделяют на спиральные, центровочные и специальные. Наиболее распространенный для сверления и рассверливания инструмент - спиральное сверло (рис. 6.40, а), состоящее из рабочей части 6, шейки 2, хвостовика 4 и лапки 3.
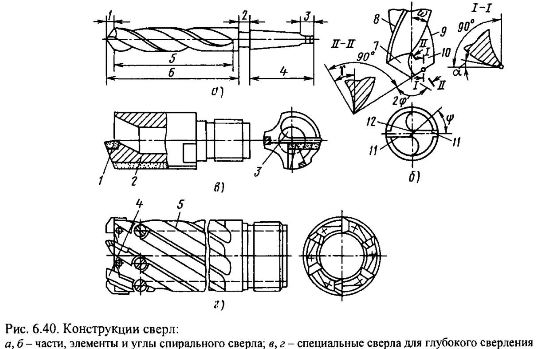
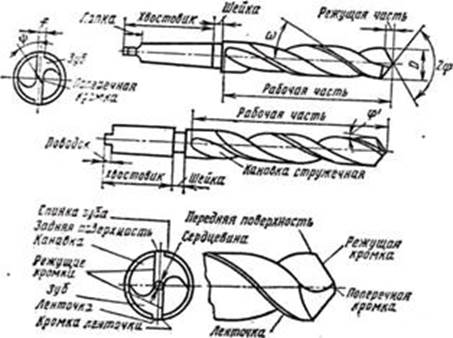
В рабочей части 6 различают режущую часть 1 и направляющую часть 5 с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 является упором при выбивании сверла из отверстия шпинделя.
Элементы рабочей части и геометрические параметры спирального сверла показаны на рис. 6.40, б. Сверло имеет две главные режущие кромки 11, образованные пересечением передних 10 и задних 7 поверхностей лезвия и выполняющие основную работу резания; поперечную режущую кромку 12 (перемычку) и две вспомогательные режущие кромки 9. На цилиндрической части сверла вдоль винтовой канавки расположены две узкие ленточки 8, обеспечивающие направление сверла при резании.
Геометрические параметры сверла определяют условия его работы. Передний угол γ измеряют в главной секущей плоскости II – II, перпендикулярной к главной кромке. Задний угол α измеряют в плоскости I – I, параллельной оси сверла. У наружной поверхности сверла = 8–12; по мере приближения к оси сверла задний угол возрастает до 20–25. Передний и задний углы в различных точках главной режущей кромки различны. У наружной поверхности сверла передний угол γ наибольший, а задний угол α наименьший; ближе к оси – наоборот. Угол при вершине сверла 2φ измеряют между главными режущими кромками; его значение различно в зависимости от обрабатываемого материала, обычно = 90–118°; при сверлении сталей средней твердости = 116–120°. Угол наклона поперечной режущей кромки ψ измеряют между проекциями главной и поперечной режущих кромок на плоскость, перпендикулярную к оси сверла. У стандартных сверл = 50–55°. Угол наклона винтовой канавки ω измеряют по наружному диаметру. Обычно = 18–30°. С увеличением угла ω увеличивается передний угол γ; при этом облегчается процесс резания и улучшается выход стружки.
Для глубоких отверстий (длина отверстия больше пяти диаметров) применяют специальные сверла. На рис. 6.40, в показано однокромочное сверло для сверления глубоких отверстий диаметром 30-8- мм. Сверло имеет твердосплавную режущую пластину 1 и две направляющие пластинки 2. Смазочно-охлаждающая жидкость подается в зону резания и вымывает стружку через внутренний канал 3 сверла.
Сквозные отверстия диаметром более 100 мм сверлят кольцевыми сверлами (рис. 6.40, г). Сверло состоит из полого корпуса 5 с винтовыми канавками. На его торцевой части закреплены режущие пластинки 4 (резцы), ширина которых больше толщины стенок корпуса. Режущие кромки пластинок выступают со стороны торца наружного и внутреннего диаметров корпуса. Число пластинок 4-8 в зависимости от диаметра сверла. Таким сверлом вырезается кольцевая канавка шириной, равной ширине пластинок. Смазочно-охлаждающую жидкость подают через внутреннюю полость сверла, а стружка отводится по винтовым канавкам.
Типы сверл и их устройство. Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия.
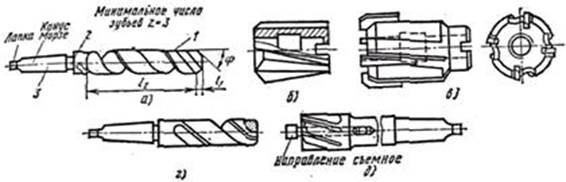
На рис. 54 показаны различные типы сверл: перовые (рис. 54, г), двухкромочные (рис. 54, ж), спиральные (рис. 54,а и б), ружейное (рис. 54, д), для кольцевого сверления (рис. 54, з), центровочные (рис. 54, и), шнековые (рис. 54, к).
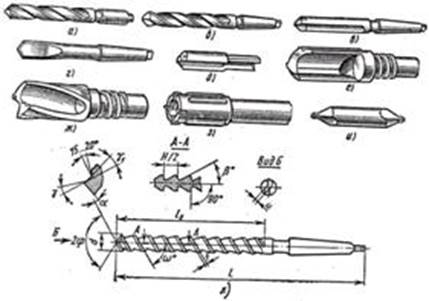
Рис. 54. Виды сверл: а, б — спиральные, в—с прямыми канавками, г — перовое, д — ружейное, е — однокромочное с внутренним отводом стружки, ж – двухкромочное, з – для кольцевого сверления, и – центровочное, к – шнековые.
На сверлильных станках сверло совершает вращательное (главное) движение и продольное (движение подачи) вдоль оси отверстия, заготовка неподвижна (рис. 64.а).
При работе на токарных станках вращательное (главное движение) совершает обрабатываемая деталь, а поступательное движение вдоль оси отверстия (движение подачи) совершает сверло (рис.64.б).
Рис. 64. Схемы сверления, зенкерования и развертывания
Диаметр просверленного отверстия можно увеличить сверлом большего диаметра. Такие операции называются рассверливанием (рис.64.в).
При сверлении обеспечиваются сравнительно невысокая точность и качество поверхности.
Для получения отверстий более высокой точности и чистоты поверхности после сверления на том же станке выполняются зенкерование и развертывание.
Зенкерование – обработка предварительно полученных отверстий для придания им более правильной геометрической формы, повышения точности и снижения шероховатости. Многолезвийный режущим инструментом – зенкером, который имеет более жесткую рабочую часть, число зубьев не менее трех (рис. 64.г).
Развертывание – окончательная обработка цилиндрического или конического отверстия разверткой в целях получения высокой точности и низкой шероховатости. Развертки – многолезвийный инструмент, срезающий очень тонкие слои с обрабатываемой поверхности (рис. 64.д).
Схемы сверления, зенкерования и развертывания представлены на рисунке 64.
Зенкерами (рис. 6.41) обрабатывают отверстия в литых или штампованных заготовках, а также предварительно просверленные отверстия. В отличие от сверл зенкеры снабжены тремя или четырьмя главными режущими кромками и не имеют поперечной кромки. Режущая часть 1 выполняет основную работу резания. Калибрующая часть 5 служит для направления зенкера в отверстии и обеспечивает необходимые точность и шероховатость поверхности (2-шейка, 3- лапка, 4- хвостовик, 6 – рабочая часть).
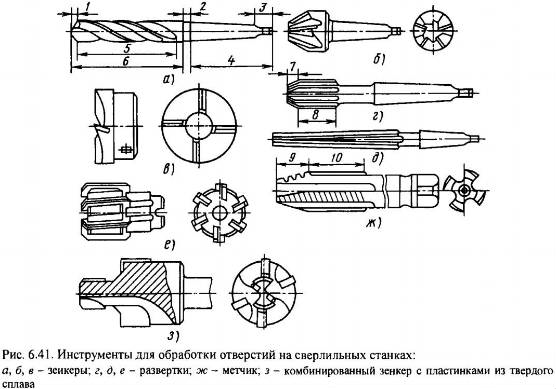
По виду обрабатываемых отверстий зенкеры делят на цилиндрические (рис. 6.41, а), конические (рис. 6.41, б) и торцевые (рис. 6.41, в). Зенкеры бывают цельные с коническим хвостовиком (рис. 6.41, а, б) и насадные (рис. 6.41, в).
Развертками окончательно обрабатывают отверстия. По форме обрабатываемого отверстия различают цилиндрические (рис. 6.41, г) и конические (рис. 6.41, д) развертки. Развертки имеют 6-12 главных режущих кромок, расположенных на режущей части 7 с направляющим конусом. Калибрующая часть 8 направляет развертку в отверстии и обеспечивает необходимые точность и шероховатость поверхности.
По конструкции закрепления развертки делят на хвостовые и насадные. На рис. 6.41, е показана машинная насадная развертка с механическим креплением режущих пластинок в ее корпусе.
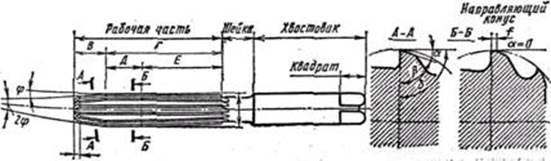
Рис. Развертка
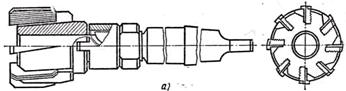
Рис. 60. Типы разверток
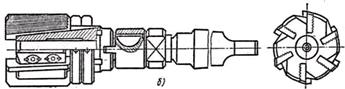
Рис. 61. Машинные регулируемые развертки








