 2015-09-06
2015-09-06 2938
2938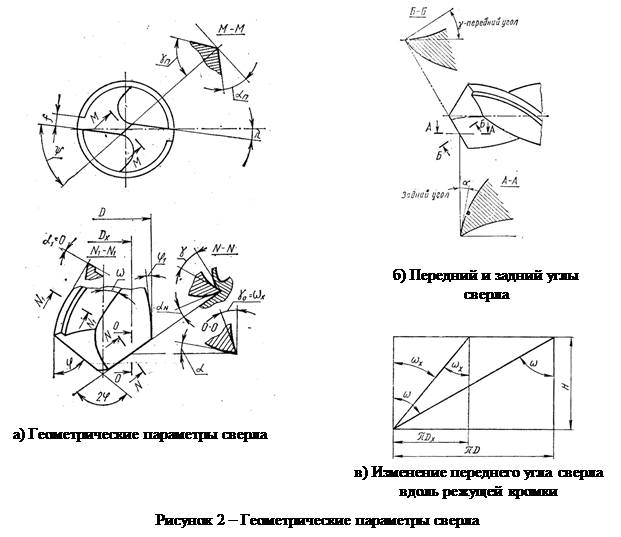 Ðj - главный угол в плане - это угол в основной плоскости между плоскостью резания и рабочей плоскостью, влияет на толщину и ширину срезаемого слоя, условия теплоотвода, прочность режущей части сверла, назначают в зависимости от обрабатываемого материала.
Ðj - главный угол в плане - это угол в основной плоскости между плоскостью резания и рабочей плоскостью, влияет на толщину и ширину срезаемого слоя, условия теплоотвода, прочность режущей части сверла, назначают в зависимости от обрабатываемого материала.
Ð2j - угол при вершине - это угол между главными режущими кромками, Ð2j =60о…140о. Для сверления пластичных материалов берут большие значения, чем для хрупких, например:
- стали Ð2j ≈ 116о…118о
- чугуны Ð2j ≈ 118о…120о
- алюминий Ð2j ≈ 140о
- мрамор Ð2j ≈ 80о
Ðj1 – вспомогательный угол в плане – это угол между проекцией вспомогательной режущей кромки (кромки ленточки) на основную плоскость сверла, и рабочей плоскостью. Ðj1≤ 10/, но может быть равен 1-3о
tg j1 = 
где l – длина направляющей части сверла.
Ðw - угол наклона винтовой канавки – это угол, заключенный между осью сверла и развернутой винтовой линией стружечной канавки. Наклон винтовой канавки – это наклон передней поверхности сверла в продольном направлении. В разных точках главной режущей кромки он неодинаков, чем ближе к оси сверла, тем меньше Ðw. Назначается конструктивно в зависимости от диаметра сверла в пределах от 15о до 60о
где ωх – угол наклона винтовой канавки в конкретной точке режущей кромки.

ω = 55-60о для шнековых сверл.
Ða1 - вспомогательный задний угол – измеряется в плоскости, нормальной к вспомогательной режущей кромке (кроме ленточки). a1=0,так как вспомогательная задняя поверхность очерчена поверхностью цилиндра. (рис.2.4, сечение N1 - N1)/
Ðl - угол наклона главной режущей кромки – это угол между режущей кромкой и радиусом, проведенным через точку режущей кромки.
Ðy - угол наклона перемычки (поперечного лезвия, поперечной режущей кромки) – это угол между проекциями поперечной и одной из главных режущих кромок на плоскость, перпендикулярную к оси сверла. Обычно Ðy = 50…55о. Угол резания d у перемычки больше 90о, а, следовательно, металл не режется, а скоблится.
Ðg - главный передний угол – это угол между касательной к передней поверхности сверла в рассматриваемой точке главной режущей кромки и нормалью к этой же точке к поверхности вращения, образованной при вращении режущего лезвия вокруг оси сверла. В каждой точке режущей кромки Ðg, является величиной переменной.
g = max на периферии сверла. В плоскости параллельной оси сверла (О-О) Ðw=Ðjgmax»25…30о
g = min у вершины сверла. На поперечной режущей кромке Ðg имеет отрицательное значение, что создает угол резания больше 90о, а, следовательно, и тяжелые условия резания.
Такое резкое уменьшение угла g вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки.
На периферии сверла, где наибольшая скорость и наибольшее тепловыделение, необходимо было бы иметь и большее тело зуба сверла. Большой угол Ðg уменьшает Ðb, это приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу. На периферии сверла: tgg = tgw / sinj.
В любой точке режущей кромки: tggх = tgwх / sinj = Dx· tgw / D·sin j
Ða - главный задний угол – это угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и плоскостью резания. В процессе резания истинное значение Ða уменьшается так как действительной траекторией точки, лежащей на главном режущем лезвии, будет не окружность, а винтовая линия с шагом равным величине подачи (рис3).
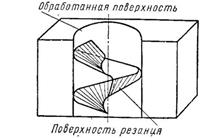
Рисунок 3 – Поверхности при сверлении
Поверхность резания представляет собой винтовую поверхность. Поэтому действительный задний угол aд определяется касательными к этой винтовой и задней поверхностям в рассматриваемой точке. С приближением к оси сверла aд уменьшается. чтобы обеспечить достаточную величину Ða в процессе резания у точек режущего лезвия, расположенных ближе к оси сверла, задняя его поверхность затачивается так, что на периферии Ða имеет min значение (Ða=8-14о), а по мере приближения к оси сверла он увеличивается (Ða=20-27о). Такая заточка сверл обеспечивается конструкцией и кинематикой заточных станков. Так как Ðg > Ða у периферии сверла, а у сердцевины наоборот Ða > Ðg, то Ðb остается для всех точек режущего лезвия более или менее постоянным.
f – ширина ленточки (фаски) –принимается в зависимости от размеров и конструкции сверла.
Фреза
 |
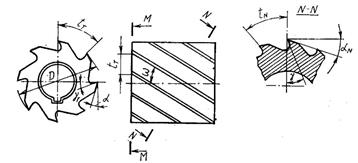 |
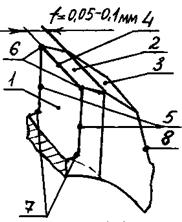 Рисунок 5 – Геометрические параметры режущей части цилиндрической фрезы
Рисунок 5 – Геометрические параметры режущей части цилиндрической фрезы
Элементы зуба фрезы.
1 – передняя поверхность – поверхность по которой сходит стружка.
2 – главная задняя поверхность.
3 – вспомогательная задняя поверхность.
f – ширина главной задней поверхности.
4 – главная режущая кромка (у цилиндрических фрез отсутствует).
5 – вспомогательные режущие кромки.
6 – вершины.
7 – канавка – выемка для отвода стружки, ограничивается передней поверхностью и спинкой другого зуба. Канавки бывают прямые и винтовые.
8 – спинка зуба – это поверхность, смежная с задней поверхностью одного зуба и передней поверхностью другого зуба.
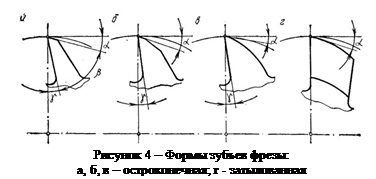
Главная режущая кромка у цилиндрических фрез может быть прямолинейной (по образующей цилиндра), наклонной к образующей цилиндра и винтовой.
Ðg - главный передний угол – это угол между передней поверхностью и основной плоскостью, проходящей через ось фрезы и рассматриваемую точку режущей кромки.
Ða - главный задний угол – это угол между касательной к задней поверхности фрезы и плоскостью резания.
Ðw - угол наклона винтовой канавки – бывает только у цилиндрических косозубых фрез, он создает благоприятные условия врезания и равномерности фрезерования.
tт – окружной шаг фрезы в торцовой плоскости (длина дуги по торцу фрезы между двумя соседними зубьями).
Ход выполнения работы:
1. Выполнить эскиз сверла в проекциях с необходимыми сечениями, на которых показать буквами размеры и обозначить все углы сверла (см. рис.1, рис.2)
2. Измерить конструктивные параметры сверла и занести их в протокол (таблица 1).
3. Выполнить необходимые расчеты, записать формулы:
Ðj+Ðe+Ðj = 180о; Ðe = Ð2j; Ðj = (180-Ð2j) / 2;
tg j1 = ;  .
.
Таблица 1 – Результаты измерения сверла
| Наименование инструмента | Длина рабочей части, мм | Длина режущей части, мм | Длина шейки, мм | Длина хвостовика, мм | Длина лапки, мм | Длина сверла, мм | Диаметр сверла | Ширина ленточки, f, мм | Угол наклона винтовой канавки, ω, град | Угол наклона поперечной кромки, ψ, град | Угол между режущими кромками, 2φ, град | Шаг винтовой линии, Н, мм | Главный угол в плане, φ, град | Вспомогательный угол в плане, φ1, град | Передний угол, γ, град | |
| У хвостовика, Д1, мм | У режущей части, Д, мм | |||||||||||||||
4. Выполнить эскиз фрезы в проекциях с необходимыми сечениями. На эскизе показать габаритные размеры и обозначить углы фрезы (рис. 5)
5. Измерить углы фрезы и записать их величину в таблицу 2 протокола.
Таблица 2 – Результаты измерения фрезы
| Наименование инструмента | Материал режущей части | Размеры фрезы, мм | Число зубьев, Z | Угол наклона винтовой канавки, ω, град | Шаг винтовой канавки, Н, мм | Углы фрезы в торцовой плоскости, град | Окружной шаг фрезы, tт, град | Шаг зубьев фрезы в нормальной плоскости, tN, град | Осевой шаг зубьев фрезы, to, град | |||||
| D | L | d | γт | α | βт | δт | ||||||||
6. Записать расчетные формулы, выполнить необходимые расчеты:
Окружной шаг фрезы в торцовой плоскости:  ,
,
где D – диаметр фрезы; Z – число зубьв фрезы.
Шаг зубьев фрезы в нормальном сечении. 
Осевой шаг зубьев фрезы: 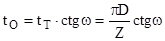
Шаг винтовой канавки зуба фрезы: 
7. Вывод по лабораторной работе.

