 2015-09-06
2015-09-06 18949
18949Привод ленточного конвейера (рис. 4.7) состоит из электродвигателя 1, редуктора 3, приводного барабана 5 и муфт 2, 4. Конвейерная лента приводится в движение посредством трения между лентой и приводным барабаном. Для увеличения угла обхвата барабана лентой применяется специальный отклоняющий барабан. Привод устанавливается на раме.
Рис. 4.7. Схема привода ленточного конвейера:
1 – двигатель; 2,4 – муфты; 3 – редуктор;
5 – приводной барабан
Приводной и натяжной барабаны обычно устанавливаются на противоположных концах ленточного конвейера, а в местах изменения направления размещаются отклоняющие барабаны (см. рис. 4.1).
По числу приводных барабанов различаются приводы одно-, двух- и многобарабанные (рис. 4.8); по числу двигателей – одно-, двух- и многодвигательные (рис. 4.9). Наиболее простым и распространенным является однобарабанный привод с одним или двумя двигателями. Однако в тяжело нагруженных конвейерах большой длины силы сопротивления движению ленты достигают значительных величин и для их преодоления необходимо создавать очень большое натяжение тягового элемента (ленты). Это приводит к существенному увеличению массы и стоимости ленты, привода и других элементов конвейера. Поэтому применение однобарабанного привода в этом случае становится экономически невыгодным, а иногда и невозможным.
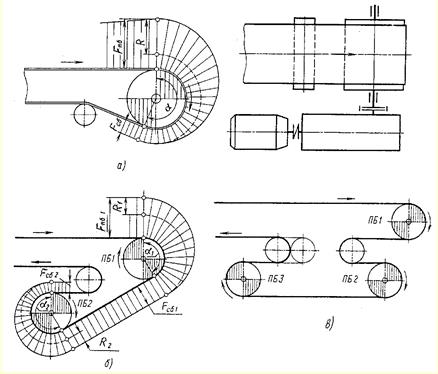
Рис. 4.8. Схемы конвейеров с различными видами приводов:
а – однобарабанным; б – двухбарабанным; в – трехбарабанным
Рис. 4.9. Схемы расположения приводов конвейеров:
а – однодвигательного; б – двухдвигательного;
в, г – трехдвигательного; д – многодвигательного с прямолинейными промежуточными приводами; П – привод; Д – двигатель
Одним из вариантов решения этой проблемы является разделение длинного конвейера на несколько коротких конвейеров, расположенных последовательно. Однако при этом возникает необходимость передачи груза с одного конвейера на другой, что требует установки дополнительных разгрузочных, загрузочных и очистительных устройств, а в ряде случаев и недопустимо. Наиболее целесообразным решением считается применение многобарабанного привода, т.е. установка по длине конвейера нескольких согласованно работающих приводных устройств с индивидуальными электродвигателями (рис. 4.9, д). В этом случае вся трасса конвейера разбивается на отдельные участки по числу установленных приводных устройств, и каждый привод воспринимает нагрузку только от «своего» участка трассы. Такая система значительно снижает натяжение ленты.
Барабаны изготавливают сварными из стали Ст3 или литыми из серого чугуна (рис. 4.10). Для улучшения условий сцепления ленты с приводным барабаном его футеруют (облицовывают) резиной или другим фрикционным материалом (см. рис. 4.10, в).
Рис. 4.10. Барабаны для конвейеров с резинотканевой лентой:
а – приводной; б – хвостовой и отклоняющий; в – футерованный резиной; г – вариант крепления облицовки к барабану
При выборе диаметра барабана следует учитывать два взаимоисключающих требования. С одной стороны, желательно иметь барабан минимального диаметра с целью снижения габаритов и массы конвейера; с другой стороны, с уменьшением диаметра барабана ухудшаются условия работы ленты – в ней растут напряжения изгиба.
Диаметр приводного барабана D бп (мм) определяют, исходя из условия обеспечения достаточной долговечности резинотканевой конвейерной ленты, в зависимости от прочности ткани σ р и числа прокладок z:
D бп = KD × z, (4.8)
где KD – коэффициент диаметра барабана, принимается в зависимости от прочности ткани σ р:
| σ р, Н/мм | ||||||
| KD, мм | 125...140 | 140...160 | 160...170 | 170...180 | 180...190 | 190...200 |
Большие значения KD берут для лент большей ширины, например, для прокладок из полиамидных нитей с прочностью σ р = 150 Н / мм принимают KD = 160 при ширине ленты B = 650 мм и KD = 170 при B = 3000 мм.
При использовании резинотросовых лент диаметр приводного барабана (мм) вычисляется по формуле
D бп = 500× d тр,
где d тр – диаметр троса, мм.
Диаметры натяжного D бн и отклоняющего D бо барабанов принимаются соответственно равными
D бн = 0,7× D бп; D бо = 0,5× D бп. (4.9)
Полученные значения диаметров барабанов округляются до ближайших стандартных значений в соответствии с ГОСТ 22644-77: 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1400, 1600, 2000 и 2500 мм.
Длина барабана L б берется на 100...200 мм больше ширины ленты В.
Выбранный диаметр приводного барабана D бп (мм) проверяют по давлению ленты на поверхность барабана р л (МПа):
р л = 360×(F cб + F нб) / (a×p× D sп × В) £ [ р л], (4.10)
где F cб и F нб – натяжение сбегающей с барабана и набегающей на барабан ветвей ленты, соответственно, при установившемся режиме, Н;
a – угол обхвата барабана лентой, град;
B – ширина ленты, мм;
[ р л] – допускаемое давление, принимаемое равным 0,2…0,3 МПа для резинотканевой ленты и 0,35…0,55 МПа для резинотросовой ленты.
Если давление р л выше допускаемого значения, то следует увеличить один или несколько параметров: диаметр барабана D бп, ширину ленты B, угол обхвата a, число приводов.
4.5. Натяжные,отклоняющие итормозные устройства
Натяжное устройство предназначено для создания и поддержания в заданных пределах натяжения ленты, обеспечивающего необходимое сцепление ленты с приводным барабаном и ограничивающего её провисание между роликоопорами.
Как правило, натяжное устройство устанавливают на участках конвейера с минимальным натяжением ленты, что позволяет снизить усилие натяжения и, следовательно, уменьшить массу и габариты устройства. Однако в конвейерах большой длины натяжное устройство и привод часто объединяют в один узел, что обусловлено удобством технического обслуживания и ремонта.
По принципу действия натяжные устройства разделяются на грузовые, механические, гидравлические и пневматические.
В грузовом (хвостовом) натяжном устройстве (рис. 4.11, а) натяжной барабан 3 автоматически поддерживает постоянное натяжение ленты с помощью груза 1, соединенного тянущим канатом 2 с тележкой 4,на которой установлена ось барабана 3.
На рис. 4.11, б показано грузовое (промежуточное) натяжное устройство с натяжным барабаном, перемещающимся по вертикали.
Рис. 4.11. Грузовые натяжные устройства:
а – хвостовое; б – промежуточное
К недостаткам грузовых устройств относят большие габариты и большую массу груза, поэтому их обычно применяют для стационарных, мощных конвейеров большой длины.
В механическом натяжном устройстве натяжение ленты производится, как правило, вручную с помощью какого-либо механизма (передачи винт – гайка, реечного механизма, лебедки и т. д.). Его недостатком является необходимость периодического регулирования натяжения ленты по мере её вытяжки, а достоинством – простота конструкции и компактность.
На конвейерах небольшой и средней длины (до 80 м) часто применяются винтовые натяжные устройства (рис. 4.12), в которых натяжение ленты 1 осуществляется перемещением натяжного барабана 2, вращающегося в подшипниках, установленных на ползунах, вдоль направляющих 3 с помощью винтов 4 и гаек 5.
Гидравлические и пневматические натяжные устройства на металлургических предприятиях практически не применяются.
Поскольку вытяжка ленты зависит от ее длины, то величина хода барабана натяжного устройства назначается в долях длины конвейера и обычно принимается равной 1…2 % – для резинотканевых и 0,1…0,2 % – для резинотросовых лент.
Рис. 4.12. Винтовое натяжное устройство
Усилие F нат, которое должно обеспечить натяжное устройство для перемещения натяжного барабана, при параллельных ветвях ленты равно
F нат = F нб + F сб + F плз» F нб + F сб, (4.11)
где F нб и F сб – натяжение набегающей на натяжной барабан и сбегающей с него ветвей ленты конвейера соответственно;
F плз – усилие сопротивления движению ползунов.
Направление движения ленты изменяется с помощью отклоняющих устройств: концевых оборотных барабанов, отклоняющих барабанов и роликовых батарей.
Отклоняющие барабаны применяются для холостой ветви конвейера, а также для рабочей ветви с однороликовыми опорами.
Для конвейеров с желобчатыми роликоопорами изменение направления движения ленты осуществляется при помощи роликовой батареи (см. рис. 4.1), состоящей из роликоопор с тремя – пятью роликами, расстояние между которыми в 2…2,5 раза меньше шага роликоопор l рр на прямом участке рабочей ветви.
Чтобы исключить появление значительных дополнительных напряжений изгиба в ленте при ее переходе через отклоняющие устройства, диаметры барабанов определяются по формулам
(4.9), а радиусы r (м) криволинейных участков на отклоняющей роликовой батарее по следующим рекомендациям:
- для выпуклого участка r вып > 12×B,
- для вогнутого участка r вог > F вог / (q г + q л),
где В – ширина ленты, м;
F вог – натяжение ленты перед криволинейным участком, Н;
q г и q л – погонный вес груза и ленты, Н / м.
Тормозные устройства применяются в наклонных ленточных конвейерах для предотвращения самопроизвольного обратного хода ленты под действием лежащего на ней груза, а в горизонтальных конвейерах – с целью уменьшения длины пробега ленты при отключении приводного электродвигателя.
Наибольшее распространение получили ленточные, храповые и роликовые остановы, а для мощных конвейеров – тормоза колодочного типа.

