 2014-01-31
2014-01-31 726
726Благодаря переходу металла практически безпотребления энергии и при уменьшенной теплопередаче обеспечиваются следующие преимущества:
– возможность значительного уменьшения толщины листа;
– пониженное образование брызг;
– гарантирование перекрытие зазоров;
– програмируемое формирование геометрии шва;
– снижение деформаций основного металла.
Переход материала в процессе, который называется EWM - coldArc, осуществляется без механической поддержки со стороны привода подачи проволоки, (vпр = const). В результате установлены условия зажигания дугового разряда
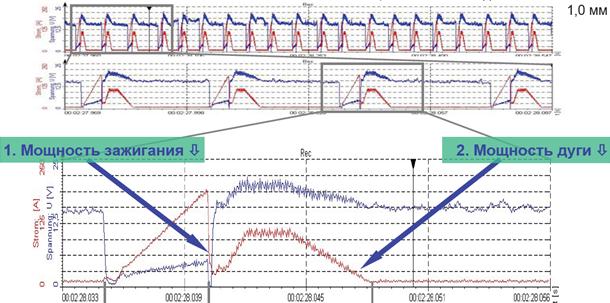
Минимальная мощность дуги при повторном ажигания
Стандартная короткая дуга
Дуга EWM -
Cold Arc
а)

б)
Рис. ____ Схематизация осциллограммы мощности дугового разряда при повторном зажигании (а) и его существования (б) при EWM - coldArc.
| Дуговой разряд | Участок короткого замыкания | Импульс расплавления | Период ожидания |
| Время существования дугового разряда |
Рис. Осциллограмм ы процесса сварки по схеме EWM - coldArc сплава ZnAl 15
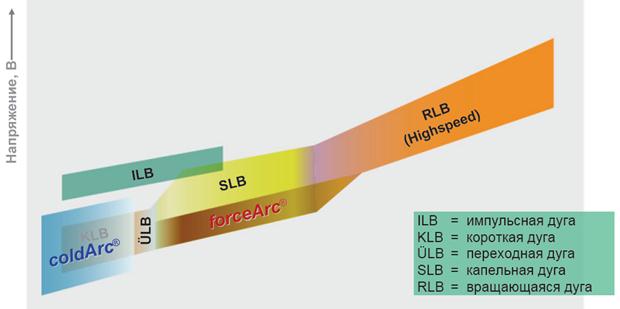
Рис. ____ Варианты существования дугового разряда при различных условиях существования в зависимости от мощности
 |








