 2020-08-05
2020-08-05 3552
3552Практическая работа № 1
ПМ 05. Выполнение работ по профессии рабочего
Электрогазосварщик
УП 05.01 Организация и выполнение электросварочных работ
Тема: «Организация рабочего места слесаря
При подготовительно – сборочных работах»
Цель и задачи работы
1) Изучить методы организации слесарных работ в соответствии с государственными стандартами РФ (ГОСТ).
2) Ознакомится с областями применения слесарных работ; видами инструментов и оборудования, правилами их использования; правилами техники безопасности при слесарных работах, правилами организации рабочего места слесаря.
Указания к самостоятельной работе
1) Ознакомиться с разделом «Организация рабочего места слесаря».
2) Изучить материал данный материал в следующем объеме:
- оборудование для слесарных работ: классификация, назначение и применение;
- ознакомиться с устройствами оборудования для слесарных работ;
- ознакомиться с организацией рабочего места слесаря;
- требования безопасности при выполнении слесарных работ;
Ответить на контрольные вопросы и написать вывод.
Справочный материал
Организация рабочего места слесаря
Оборудование слесарных мастерских подразделяется на оборудование индивидуального и общего пользования.
К оборудованию индивидуального пользования относят верстаки, к оборудованию общего пользования — сверлильные и простые заточные станки, винтовые прессы, рычажные ножницы, поверочные и разметочные плиты, плиты для правки.
Рабочее место — определенный участок производственной площади, закрепленный за данным рабочим и оснащенный необходимыми оборудованием, инструментом, приспособлениями, вспомогательными устройствами и принадлежностями.
Рабочее место слесаря состоит из верстака, на котором установлены тиски. Столешницу верстака покрывают стальным листом толщиной 1…2мм и окантовывают бортиком, чтобы с нее не скатывались детали. Верстаки должны быть прочными и устойчивыми. Под столешницей находятся выдвижные ящики, разделенные на ряд ячеек для хранения инструмента, мелких деталей и документации.
Верстаки. Слесарные верстаки бывают одноместными и многоместными. Одноместные верстаки имеют длину 1000…1200мм, ширину 700…800мм, высоту 800…900мм, а многоместные — длину в зависимости от числа работающих, а ширину ту же, что и одноместные верстаки. Более удобны для слесарных работ одноместные верстаки.
Для того чтобы слесарь мог регулировать высоту тисков в соответствии со своим ростом, верстаки делают с регулируемыми по высоте ножками или с устанавливаемыми по высоте тисками. В первом случае ножки выполняются на винтах, вращая которые можно поднимать и опускать верстак.
На рисунке 1 показан вариант конструкции верстака с регулируемыми по высоте тисками. На каркасе 2 верстака прочно закреплена толстостенная труба с резьбой, внутрь которой входит стальной хвостовик 3, прочно соединенный с основанием тисков. Тиски поднимают на необходимую высоту вращением ручки маховичка 8, закрепленного на винте, и прочно закрепляют фиксатором. Правильный выбор высоты тисков, соответствующей росту работающего, влияет на точность слесарной обработки и предупреждает преждевременное утомление. Например, для выполнения опиловочных работ выбор высоты установки тисков будет правильным в том случае, если локоть правой руки, согнутый под углом 90°, будет находиться на уровне губок тисков (рисунке 2, а) или если при постановке локтя руки на губки тисков концы вытянутых пальцев коснутся подбородка (рисунке 2, б). На рисунке 2, в показана правильная высота стуловых тисков при рубке.
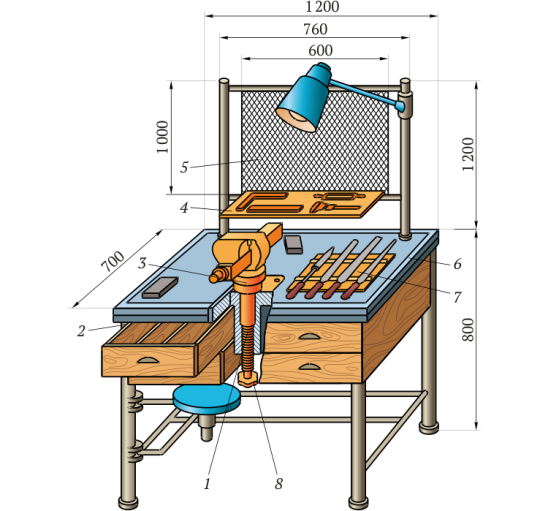
Рисунок 1.Слесарный верстак с регулируемыми по высоте тисками:
1 — регулирующий винт; 2 — каркас; 3 — хвостовик тисков;
4 — полочка для измерительного инструмента; 5 — защитный экран; 6 — планки-бортики;
7 — планшет для рабочего инструмента; 8 — маховичок
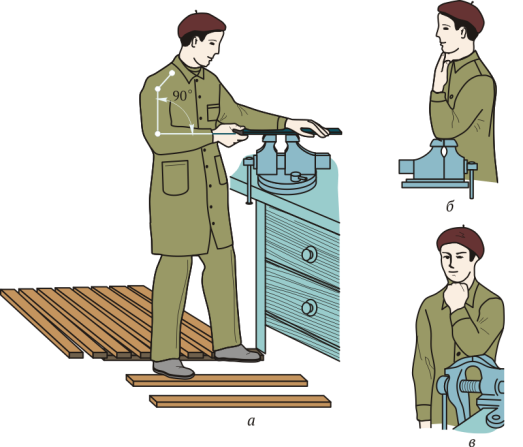
Рисунок 2. Высота установки тисков:
а — при опиливании; б — при рубке в параллельных тисках;
в — при рубке в стуловых тисках
Тиски. Слесарные тиски являются основным приспособлением рабочего места слесаря. Они служат для установки и закрепления заготовок в удобном для обработки положении и состоят из корпуса и двух зажимных губок. Тиски устанавливают на верстаках и используют при различных слесарных работах: параллельные поворотные — при выполнении более сложных точных работ, не связанных с сильными ударами по заготовке; параллельные неповоротные и стуловые — при рубке, гибке, правке и других видах обработки с ударными нагрузками; ручные — для закрепления небольших заготовок, если их неудобно или опасно держать руками.
Параллельные поворотные тиски ( рисунок 3) состоят из плиты-основания 1, поворотной части 2 с неподвижной губкой 6, подвижной губки 4 со сквозным прямоугольным вырезом, в котором находятся гайка и зажимной винт 7. Перемещение подвижной губки осуществляется вращением рукоятки 3 винта. Для поворота тисков на требуемый угол по круговому Т-образному пазу в основании тисков перемещается болт с рукояткой 8, с помощью которой поворотная часть прижимается к основанию 1. Для увеличения срока службы тисков к рабочим поверхностям губок привертывают стальные термически обработанные планки 5 с крестообразной насечкой. Тиски на столешнице верстака укрепляют болтами через отверстия в плите-основании. Размеры слесарных тисков определяются шириной губок и раскрытием — разводом их для зажима заготовок: 80 и 140 мм с наибольшим раскрытием губок соответственно 95 и 180 мм.

Рисунок 3. Параллельные поворотные тиски:
1 — плита-основание; 2 — поворотная часть; 3 — рукоятка винта; 4 — подвижная губка;
5 — планки; 6 — неподвижная губка; 7 — зажимной винт; 8 — рукоятка
Параллельные неповоротные тиски (рисунок 4) имеют основание 6, с помощью которого они крепятся болтами к крышке верстака, неподвижную 4 и подвижную 2 губки. Рабочие части губок 2 и 4 делают сменными в виде призматических планок 3 с насечкой из стали марки У8 и прикрепляют к губкам винтами. Подвижная губка 2 перемещается своим хвостовиком в прямоугольном вырезе неподвижной губки 4 вращением зажимного винта 5 в гайке 7 с помощью рукоятки 1 винта. От осевого перемещения в подвижной губке зажимной винт удерживается стопорной планкой 8. Ширина губок неповоротных тисков — 80 и 140 мм с наибольшим раскрытием губок соответственно 95 и 180 мм.

Рисунок 4. Параллельные неповоротные тиски с ручным приводом:
1 — рукоятка винта; 2 и 4 — подвижная и неподвижная губки соответственно;
3 — призматические планки; 5 — винт; 6 — основание; 7 — гайка; 8 — стопорная планка
Тиски с дополнительными губками для труб кроме общего назначения используются для закрепления труб благодаря дополнительному призматическому вырезу. Наибольшие диаметры зажимаемых труб — 60; 70 и 140 мм.
Для выполнения тяжелых работ, связанных с применением ударной нагрузки, применяются стуловые тиски. Удлиненным концом неподвижной губки они крепятся к верстаку с помощью лапы и хомута. Изготавливают стуловые тиски из стали.
Струбцины. Для временного скрепления деталей применяют различного рода струбцины (рисунок 5).
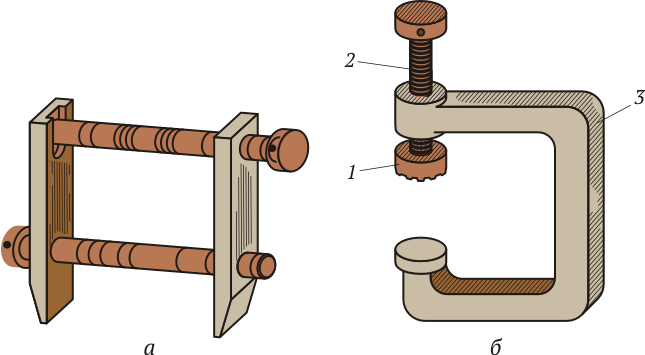
Рисунок 5. Струбцины:
а — параллельная; б — скобообразная: 1 — опора; 2 — винт; 3 — скоба
Параллельная струбцина (рисунок 5, а) состоит из двух планок и винтов. Вращая винты, можно сдвигать или раздвигать планки и таким образом закреплять или высвобождать детали.
Скобообразные струбцины (рисунок 5, б) имеют скобу 3 и винт 2 с опорой 1, которая может вращаться относительно винта. Касаясь закрепленной детали, опора останавливается и потому не повреждает поверхность изделия.
Станки. Для заточки инструмента применяются заточные станки. Станок имеет корпус, внутри которого размещается электродвигатель. На его валу устанавливаются абразивные круги, защищенные кожухом. Односторонние заточные станки имеют один круг, двусторонние — два круга, установленных на оба конца вала. Перед установкой круг проверяется путем наружного осмотра и простукивания деревянным молотком. Круг не должен иметь внешних дефектов. При наличии трещин он издает глухой дребезжащий звук. Круги диаметром более 125 мм испытываются при скорости, превышающей рабочую скорость на 50%.
Ножницы. Рычажные ножницы (рисунок 6) применяют для резки листового материала, круглых прутков и угольников. Они состоят из двух плоских ножей: верхнего 2 и нижнего 4. Верхний нож имеет рукоятку 3. Ножи соединены между собой шарнирно с помощью пальца 1. Круглый прутковый материал и угольники вставляются в соответствующие отверстия ножей 2, 4, и с помощью нажима на рукоятку 3 производится их разрезание.
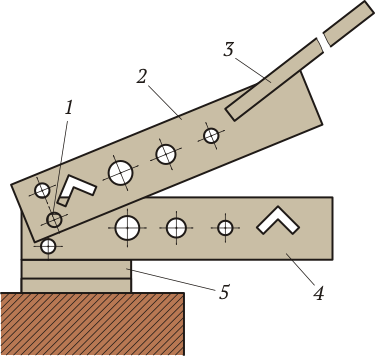
Рисунок 6. Рычажные ножницы:
1 — палец; 2 и 4 — верхний и нижний ножи соответственно; 3 — рукоятка; 5 — основание
Для размещения заготовок и деталей, приспособлений и инструмента, вспомогательных материалов устанавливают инструментальные шкафы, стеллажи, столы и тару для заготовок (деталей) и стружки.
Рабочий инструмент. При выполнении слесарных работ слесарь пользуется разнообразным рабочим инструментом. Слесарный инструмент классифицируется на ручной и механизированный.
Ручной инструмент подразделяется на следующие виды:
- режущий — зубило, крейцмейсель, напильник, ножовка, шабер, сверло, развертка;
- вспомогательный — слесарные и рихтовальные молотки, кернер, чертилка, разметочный циркуль;
- слесарно-сборочный — отвертка, гаечный ключ, плоскогубцы;
- измерительный и поверочный — линейка, штангенциркуль, угольник, лекальная линейка, угломер.
Механизированный инструмент подразделяется:
- по видам операций, для выполнения которых он предназначен, — для рубки, резания, шабрения и т.д.;
- типу привода — с электрическим приводом, с пневматическим приводом;
- характеру движения рабочего органа - с вращательным или возвратно-поступательным рабочим органом;
- конструкции корпуса — с нагрудником, с рукояткой, пистолетного типа, угловой.
Организация рабочего места. Правильная организация рабочего места слесаря — одно из важнейших условий роста производительности труда, улучшения качества и снижения себестоимости выпускаемой продукции.
Рабочее место слесаря должно быть оснащено высокопроизводительными оборудованием, инструментом, приспособлениями, подъемно-транспортными средствами и различными вспомогательными устройствами.
В зависимости от квалификации слесаря и содержания основных работ организация рабочего места может быть различной. Так, рабочее место слесаря-ремонтника оборудовано испытательными устройствами, приспособлениями для ремонта деталей, рабочее место слесаря-инструментальщика — это в основном верстак и лекальные тиски; рабочее место слесаря-сборщика зависит от характера производства. В единичном производстве рабочее место сборщика оснащено универсальными оборудованием, инструментом и приспособлениями. В условиях массового производства на рабочем месте находятся узкоспециализированные оборудование, инструмент и приспособления.
От порядка на рабочем месте, правильного размещения инструмента в значительной степени зависит производительность труда. Организация рабочего места слесаря как раз и означает такое продуманное и рациональное размещение инструмента и материалов на верстаке, при котором слесарные работы требуют наименьших затрат энергии и времени.
Основные правила организации рабочего места:
- инструмент, которым приходится пользоваться чаще, нужно располагать близко, а которым реже — дальше;
- раскладывать инструмент на верстаке следует в определенном порядке: инструмент, который берут правой рукой (напильник, молоток, шабер), располагают справа от тисков, а инструмент, который берут левой рукой (зубило, крейцмейсель, кернер), — слева;
- точный контрольно-измерительный инструмент нужно размещать на специальной подставке в средней части верстака;
- чертежи, технологические карты и иные документы, по которым производится работа, следует располагать на наклонных подставках или в другом удобном для пользования месте, защищенном от загрязнения;
- использовав инструмент, необходимо сразу же положить его на место. Нельзя класть инструмент на инструмент или на какие-либо предметы. Режущий инструмент с мелкими зубьями (напильники) следует класть на деревянную подставку, которая предохраняет его от преждевременного износа;
- хранить инструмент, приспособления и материалы нужно в различных ящиках или ячей-ках. Точный измерительный и режущий инструменты хранят в особых футлярах или ящика;
- притирочные приспособления и доводочно-смазочные материалы должны храниться отдельно от измерительного инструмента, так как частицы оксида хрома, железа могут вызвать его коррозию;
- рабочее место слесаря должно быть оснащено средствами механизации: электрическим и пневматическим инструментами, настольными станками, а при необходимости — подъемными и транспортирующими механизмами.
Перед выполнением слесарных операций по изготовлению той или иной детали слесарь должен внимательно ознакомиться с ее чертежом и другими технологическими документами, подогнать высоту верстака или тисков в соответствии со своим ростом. По чертежу следует выяснить, какие материалы и металлы потребуется обрабатывать и с какой точностью. Знание материала и последовательности операций позволит правильно подобрать режущий и контрольно-измерительный инструменты. Это дает возможность хорошо подготовить рабочее место, получить до начала работы весь необходимый инструмент.
Основное требование к рациональной организации труда слесаря — иметь под руками весь нужный инструмент и материалы, чтобы не приходилось отвлекаться во время работы и не делать лишних движений. На рабочем месте должно находиться только то, что необходимо для выполнения конкретного задания.
Образцовый порядок в хранении инструмента на рабочем месте — важное условие правильной организации труда слесаря. Небрежное обращение с инструментом и оборудованием может стать причиной его преждевременного выхода из строя, а также привести к несчастному случаю при работе, поэтому на рабочем месте необходимо создать удобную систему для хранения инструмента.
Молотки, зубила, крейцмейсели, гаечные ключи следует держать отдельно от сверл, плашек, метчиков, штангенциркулей, микрометров.
Слесарь должен поддерживать культуру труда, что способствует сохранению инструмента и улучшению качества деталей. Нельзя, например, надевать трубу на рукоятку тисков для усиления зажима в них обрабатываемой детали; нельзя ударять с этой же целью молотком или другими предметами по рукоятке тисков; нельзя измерять детали, нагревшиеся в процессе обработки. При выполнении слесарных операций следует поддерживать порядок и чистоту на рабочем месте. По окончании работы слесарь должен не только привести в порядок инструмент и приспособления, но и тщательно убрать рабочее место, удалить отходы, стружку, при необходимости смазать ходовой винт и гайку тисков. Весь измерительный инструмент нужно тщательно протереть чистой ветошью, смоченной в бензине, затем смазать техническим вазелином и поместить в соответствующие отделения в ящиках верстака или шкафу.

