 2014-02-05
2014-02-05 3498
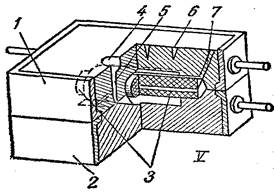
3498Рис. 4 Изготовление короткой чугунной трубы
Рис. 3 Последовательность изготовления отливки
Схема технологического процесса изготовления отливки
Для получения в отливках отверстий внутренних полостей в форму помещают стержень 5 (рис. 3, г), конфигурация которого соответствует внутренней полости отливки. Стержни изготовляют в стержневых ящиках (рис. 3, д)из стержневых смесей, состоящих из песка и связующих материалов, сообщающим высушенным стержням необходимую прочность. Модели и стержни изготовляют со стержневыми знаками (рис. 3, б)называют выступающие в модели и в стержне части, не образующие непосредственно конфигурации отливки. Знаки на модели образуют в форме полости, в которые помещают знаковые части стержня. При помощи знаков стержень укрепляется и фиксируется в форме.
Рассмотрим последовательность изготовления отливки в песчаной форме.
В модельном цехе по чертежу детали (рис. 3, а)изготовляют из древесины или металла модель и стержневой ящик. Для удобства изготовления литейной формы и стержня модель (рис. 3, б) и стержневой ящик (рис. 3, д) делают разъемными.
|
|
|
В формовочном отделении из формовочной смеси по модели изготовляют литейную форму. Для этого на плиту 3 ставят половину модели и засыпают смесь в опоку 2 и уплотняют ее. Опоку переворачивают, на заформованную половину модели, ставят вторую ее половину (рис. 3, в)и модель литниковой системы 4,которая образует каналы для заливки металла в форму. Затем ставят вторую опоку 1, засыпают в нее формовочную смесь и уплотняют. Далее поднимают верхнюю полуформу, извлекают из обеих полуформ половинки модели (рис. 3, г), устанавливают в форму стержень 5 и накрывают верхнюю полуформу (рис. 3, ж).
В стержневом отделении по стержневому ящику (рис. 3, д) из стержневой смеси изготовляют стержень (рис. 3, е). Для повышения прочности стержней их сушат в сушильных печах.

В плавильном отделении в специальных плавильных печах расплавляют металл и заливают его в формы. После затвердевания металла в форме образуется отливка (рис. 39, з), которую извлекают, разрушая форму.
В очистном отделении из отливок выбивают стержни, отбивают или отрезают литниковую систему 4 (рис. 39, з), очищают отливку от пригоревшей формовочной смеси, зачищают остатки литника и при необходимости термически обрабатывают. После очистки и контроля отливку направляют в механический цех для обработки или на склад готовой продукции.
2. Литейные формы изготавливаются из различных материалов и в зависимости от свойств последних могут использоваться только один раз или многократно. Формы, используемые для получения одной отливки, называются разовыми (эти формы разрушаются при извлечении из них отливки). Формы, используемые для получения сотен и тысяч отливок, называются, постоянными (они обычно выполняются металлическими). Некоторое применение находят полупостоянные формы, изготавливаемые из высокоогнеупорных материалов и используемые несколько десятков раз.
|
|
|
Разовые формы изготавливаются из песчано-глинистых, песчано-смоляных и песчано- керамических смесей. Такие формы могут выполняться объёмными (большой толщины) или оболочковыми (небольшой толщины). Как правило, формы из песчано-глинистых смесей делаются объемными, а из песчано-смоляных и песчано-керамических – оболочковыми. Литье в песчано-глинистые формы является наиболее распространенным.
Разовые формы изготовляют из формовочной (песчаной) смеси. Для примера рассмотрим формовку короткой трубы в двух опоках. Опока представляет собой жесткую рамку, в которой изготовляют форму.
Разовые формы изготовляют при помощи деревянных или металлических моделей, которые удаляют из опок после заполнения их формовочной смесью. Разъемная модель в большинстве своём состоит из двух половинок и имеет знаки (выступы) с торцовых сторон для того, чтобы подготовить место под стержень. Модель позволяет получать только внешние очертания фасонной отливки; внутренние полости, сквозные отверстия и впадины в отливке получаются с помощью стержней. Стержни устанавливают в форме при ее сборке. В собранной форме образуется пространство между полуформами и стержнями, которое заполняется жидким металлом. После затвердевания металла в форме стержни выбивают, и в отливке остаются сквозные отверстия или выемки. Стержень получается из стержневой смеси в сборном ящике.
3. Собранная под заливку форма(рис.4) состоит из верхней полуформы в опоке 1, нижней полуформы в опоке 2,стержня 3,чаши 4 для приемки жидкого металла, соединенной с системой каналов для подвода жидкого металла в полость формы. Литниковая система состоит из стояка 5,шлаковика 8 и питателей 9. В форме имеются вспомогательные каналы и вентиляционный канал 7, предназначенные для отвода газов из стержня. Ребра 6 удерживают землю в опоке.
Литниковой системой называются каналы в форме, для подачи в нее расплавленного металла, а также удаления шлака, попадающего в форму вместе с металлом. Литниковая система обычно состоит из следующих элементов: литниковой чаши, стояка,шлакоуловителя,питателя и выпора.
Литейная форма должна обладать прочностью (выдерживать силовые нагрузки), газопроницаемостью (пропускать газы, образующиеся в литейной форме), податливостью (уменьшаться в объеме при усадке отливки), огнеупорностью (не оплавляться под действием тепла жидкого металла) и др.
Вопросы:
1. Модельный комплект: литейная модель, стержневой ящик, опоки, модели выпоров и каналов литниковой системы; их назначение и характеристика.

