 2015-05-10
2015-05-10 1093
1093Модель имеет разъём, её половинки скрепляются коническими штифтами – фиксаторами. В местах выхода отверстий у модели делаются выступы – стержневые знаки ‑ для получения отпечатков в формовочной смеси, в которые будет уложен стержень.
4. В стержневом ящике из стержневой смеси формуется стержень (рис.1.4). Длина стержня больше длины отверстия на величину стержневых знаков.
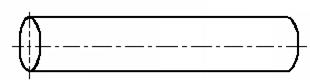
Рис. 1.4 Стержень
5. На подмодельную плиту 4 (рис. 1.5) устанавливается половина модели (без фиксаторов) 3 и ставится нижняя опока 2. Поверхность модели покрывается тонким слоем модельной пудры (графита) для того, чтобы к ней при формовке не прилипала формовочная смесь. Для удержания пудры на поверхности модели модель смачивают керосином или соляркой. В опоку засыпается формовочная смесь 1 и уплотняется с помощью трамбовок.
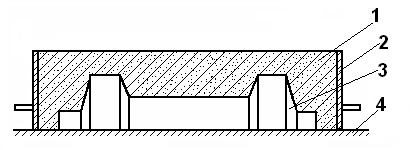
Рис. 1.5 Изготовление нижней полуформы:
1 – формовочная смесь; 2 – опока; 3 – модель; 4 – подмодельная плита
6. Готовая полуформа поворачивается на 180о. Устанавливается вторая половина модели по фиксаторам. Устанавливается верхняя опока, и жестко фиксируется взаимное положение опок.
Разъем литейной формы присыпается песком. Устанавливается модель стояка литниковой системы, производится засыпка и уплотнение формовочной смеси (см. рис. 1.6).
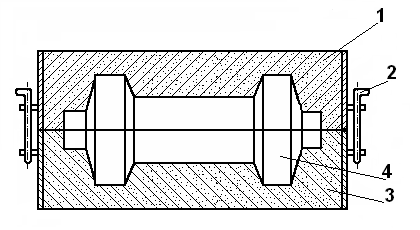
Рис. 1.6 Изготовление верхней полуформы:
1 – верхняя опока; 2 – устройство для центрирования опок;
3 – нижняя опока; 4 – модель
7. Удаляется модель стояка и начинается оформление литниковой системы (рис. 1.7): прорезается литниковая чаша, и накалываются вентиляционные каналы.
8. Верхняя опока с уплотнённой формовочной смесью снимается с нижней опоки. Удаляется модель. Прорезаются питатель и шлакоуловитель – части литниковой системы.
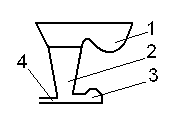
Рис. 1.7 Литниковая система:
1 – литниковая чаша; 2 – стояк; 3 – шлакоуловитель; 4 – питатель
Сборка формы
9. Перед сборкой литейная форма осматривается, заделываются местные разрушения, из полости формы и литниковой системы удаляют частицы формовочной смеси. После укладки стержней верхняя половина формы устанавливается на нижнюю часть, и теперь форма готова для заливки металла (см. рис. 1.8).
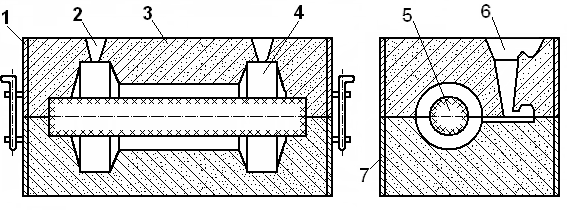
Рис. 1.8 Литейная форма в сборе:
1 – верхняя опока; 2 – вентиляционный канал (выпор); 3 – формовочная смесь;
4 – полость формы; 5 – стержень; 6 – литниковая система; 7 – нижняя опока








