 2014-02-02
2014-02-02 948
948Технологической системы
Погрешности обработки в результате деформации
Деформации технологической системы вызывают погрешности выполняемого размера, формы и взаимного расположения поверхностей детали (рисунок 2.15).
 или
или 
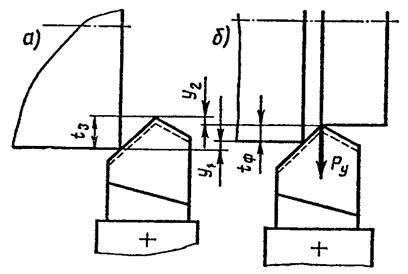
Рисунок 2.15 – Схема отжатий элементов технологической
системы от силы резания
При обработке партии деталей с настройкой инструмента на размер значения некоторых величин, входящих в формулу, определения Ру (2.64) будут переменными. К ним относятся глубина резания t и поправочный коэффициент Кр, представляющий собой произведение из ряда коэффициентов, учитывающих изменение условий резания. Изменение глубины резания происходит в результате рассеяния размера обрабатываемой поверхности заготовки. При минимальном размере заготовки получаем tmin, а при максимальном tmax. Причиной изменения величины коэффициента является изменение условий резания при обработке первых и последних заготовок партии ввиду потери режущих свойств режущего инструмента (затупление инструмента).
При обработке первых заготовок партии коэффициент Кр min, а при обработке последних заготовок будет Kp max. Остальные величины, входящие в формулу Ру, при обработке партии заготовок можно считать постоянными, а их произведение в формуле (15)  обозначить С, тогда формула (2.62) примет выражение
обозначить С, тогда формула (2.62) примет выражение 
Учитывая непостоянство значений t и Kp, можно записать:
 и
и  (2.67)
(2.67)
В ряде схем обработки жесткость и податливость системы переменны и изменяются в зависимости от координаты зоны резания, как это показано выше на примере обработки заготовки на токарном станке в центрах. Максимальное и минимальное значения жесткости и податливости выявляют путем определения экстремальных значений Jc и Wc из соответственных уравнений (2.64) при переменной величине Х. Исходя из сказанного, видим, что величина отжатия технологической системы при обработке партии деталей с предварительной установкой режущего инструмента будет переменной, а минимальное и максимальное значения соответственно будут:

 , или
, или  (2.68)
(2.68)
 , или
, или  (2.69)
(2.69)
Указанными формулами пользуются в том случае, если жесткость технологической системы изменяется в зависимости от координаты зоны резания, если этой зависимости нет, то в указанных формулах жесткость и податливость будут постоянными, т.е.
 , или
, или 
(2.70)
 , или
, или 
Результатом непостоянства отжатия системы будет рассеяние размеров обработанной поверхности партии деталей. Величина поля рассеяния размеров или погрешность обработки за счет деформации технологической системы при односторонней обработке определяется по формуле

Подставляя значения  и
и  (2.70), получим
(2.70), получим

 -
- , или
, или  а затем вместо
а затем вместо  через (2.67) будет:
через (2.67) будет:
 или
или
 (2.71)
(2.71)
При двухсторонней обработке, примером которой может быть обточка вала на токарном станке, погрешность
 . (2.72)
. (2.72)








