 2021-07-07
2021-07-07 169
1694. Выбор и обоснование средств измерений для контроля линейных размеров деталей
Согласно заданию объектом измерения и контроля является сопряжение Æ260Н7/m5. Отверстие Æ260Н7(+0,052) и вал Æ260m5(+0.020+0,043). Допуск размера является определяющей характеристикой для подсчета погрешности измерения [2]. По ГОСТ 8.051-81 имеем, что допустимая погрешность измерения для Æ260Н7 составляет 14 мкм, а для вала Æ260m5 - 8 мкм. Для измерения и контроля отверстия и вала рекомендуется применять абсолютные и относительные виды измерений с применением универсальных и специальных измерительных средств. Для измерения и контроля вала для 5 квалитета точности применим рычажно-зубчатую головку с ценой деления 0,002 мм. Для измерения отверстия Æ260Н7 рекомендуется использовать индикаторный нутромер с ценой деления 0,002 мм, типа 156 с основной погрешностью измерения ±4 мкм. Для контроля диаметра Æ260m5(+0.020+0,043) применим штатив Ш-IIВ Н-8 ГОСТ 10197 и установочную призму с углом 120º. Схема измерения диаметрального размера вала показана на рисунке 3.
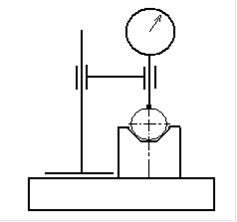
Рисунок 3 - Схема измерения диаметра валаÆ260m5(+0.020+0,043)
Характеристики головки измерительной рычажно-зубчатой 2ИГ:
· диапазон показаний, мм ±0,1;
· цена деления, мм 0,002;
· основная погрешность, мкм:
- на диапазоне показаний ± 30 делений ±0,7;
- на всем диапазоне показаний ± 1,2
· диапазон измерений со штативом Ш-IIВ, мм 0-630
В соответствии с РД 50-98-86 при измерении размеров головкой измерительной рычажно-зубчатой 2ИГ ГОСТ 18833 на штативе с настройкой по концевым мерам или эталону при температурном режиме ±2 ºС предельное значение погрешности измерения Δ не превысит 4 мкм, что меньше допустимой погрешности измерения [Δ] = 8 мкм.








