 2014-02-18
2014-02-18 1671
1671Основной маршрут и технологические операции процесса изготовления сварного корпуса отсека включают в себя:
- подготовку свариваемых кромок обечайки и шпангоута к сварке; -
- обдувку корундом, обезжиривание салфеткой, смоченной в ацетоне;
- сборку шпангоута с обечайкой на разжимном кольце для выравнивания свариваемых кромок в зоне сварки (рис. 3.11);
- автоматическую аргонодуговую сварку (ААрДС) шпангоута с обечайкой со всесторонним местным поддувом аргоном в зоне сварки (шов кольцевой);
- подрезку торца обечайки на токарном станке с целью исключения торцевого биения, возникающего после сварки;
- подготовку торцованной кромки обечайки и второго шпангоута к сварке;
- автоматическую аргонодуговую сварка второго шпангоута с обечайкой;
- отжиг сварных швов.
Отжиг для сварных швов для деталей из титановых сплавов, выполненных автоматической аргонодуговой сваркой, исключается в соответствии с технологическими рекомендациями ВИАМ;
- неразрушающий контроль кольцевых сварных швов, рентгеноконтроль и цветную дефектоскопию;
- создание технологических баз для установки в специальных приспособлениях на станке с ЧПУ: предварительная с припуском 0,5 мм токарная обработка посадочных диаметров, фрезерование стыковых межкорпусных пазов;
- механическая обработка: центрование, сверловка, вырезка, расточка технологических отверстий в обечайке для установки и крепления элементов внутреннего набора под контактно-точечную сварку на многоцелевых станках с ЧПУ с использованием IV координаты;
- подготовка к проведению контактно-точечной сварки: снятие заусенцев в отверстиях, зачистка и обезжиривание свариваемых поверхностей на обечайке и элементах внутреннего набора, установка и крепление элементов на обшивке через технологические отверстия при помощи фиксаторов;
- контактно-точечная сварка элементов внутреннего набора с предварительной проверкой образцов-свидетелей на технологическую пробу (качество сварки);
- окончательная механическая обработка посадочных и стыковых поверхностей, фрезерование, сверление, развертывание, расточка и нарезание резьбы для установки и крепления узлов, агрегатов и деталей на многоцелевых станках с ЧПУ. Механическая обработка ведется без применения смазочно-охлаждающей жидкости (СОЖ), попадание которой в зазоры между свариваемыми КТС деталями приводит к появлению коррозии и преждевременному разрушению сварного соединения;
- контроль и проверка взаимозаменяемости комплексными калибрами стыков и посадочных мест установки, крепления комплектующих блоков и агрегатов (РВ, ВУ, ГСН, приводов и т. д.).
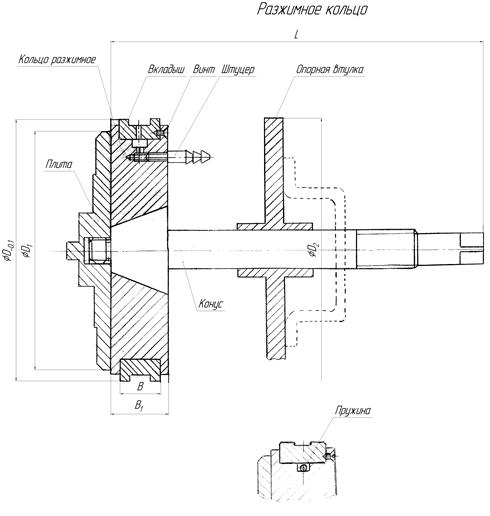
Рис3.9

