 2014-02-24
2014-02-24 7252
7252Технический контроль корпусных деталей включает проверку плоскостей, отверстий и их расположения, а также шероховатости обработанных поверхностей.
При проверке плоскостей измеряются непрямолинейность, неплоскостность и контролируется отсутствие дефектов в виде литейных раковин, черновин, забоин и т.п. Непрямолинейность определяется с помощью лекальных и поверочных линеек и щупов, с помощью которых измеряется наибольший зазор между проверяемой поверхностью и линейкой. Этот размер и определяет собой непрямолинейность в измеряемой плоскости. Для контроля неплоскостности измеряется непрямолинейность плоскости в различных сечениях.
Контроль отверстий состоит в проверке их диаметральных размеров и отклонений формы. Для этой цели используются штихмассы, предельные калибры, индикаторные и рычажные нутромеры, контрольные оправки или универсальные измерительные средства (мелкосерийное и индивидуальное производства).
Расположение поверхностей оценивается по отклонениям от параллельности и от перпендикулярности. Отклонение от параллельности двух плоскостей определяется путем установки детали одной плоскостью на контрольную плиту, а расположение другой плоскости контролируется с помощью индикаторной головки, закрепленной на штативе, который перемещают по контрольной плите. Отклонение от перпендикулярности плоскостей детали устанавливается обычно с помощью лекальных угольников и щупов.
Контроль расположения отверстий включает проверку отклонений от соосности, параллельности и перпендикулярности, изменение торцового биения и межосевого расстояния.
Взаимное расположение отверстий и плоскостей контролируется по отклонению от параллельности и по отклонению от перпендикулярности оси отверстия к плоскости.
Примеры контроля некоторых отклонений приведены на рис. 12.
Вопросы для самопроверки:
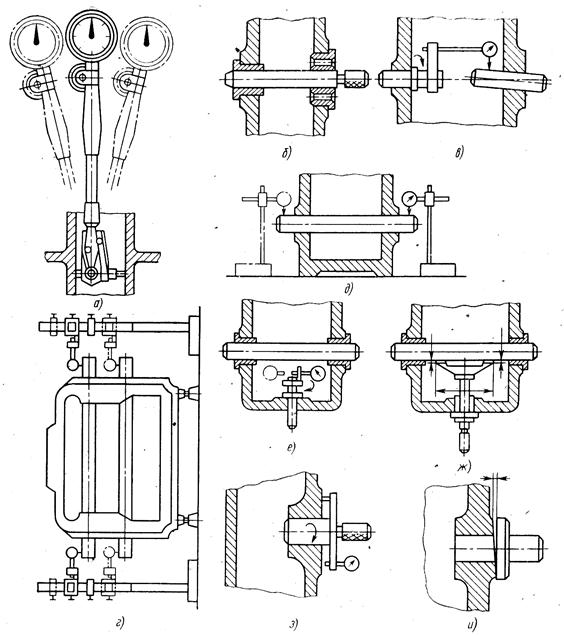
Рис. 12. Контроль корпусных деталей:
а – проверка отверстия штихмассом с индикатором; б и в - - проверка соосности отверстий; г – проверка межосевого расстояния и непараллельности осей отверстий; д – проверка расположения оси отверстия относительно основной поверхности; е и ж – проверка неперпендикулярности осей отверстий; з и и – проверка неперпендикулярности торцовой плоскости относительно оси отверстия
Лекция 14
ОБРАБОТКА КОРПУСНЫХ ДЕТАЛЕЙ НА ГИБКИХ
АВТОМАТИЧЕСКИХ ЛИНИЯХ
1. Гибкая автоматическая линия для обработки блока цилиндров.
2. Определения и классификационные признаки гибких производственных систем.
3. Функциональные системы ГПС.
4. Оборудование, применяемое в ГПС.
5. Применение многоцелевых станков в ГПС при групповом методе обработки.

