 2014-02-10
2014-02-10 2290
2290Номинальными размерами пробок является Dmin и Dmax, но необходимо предусмотреть допуск на неточность изготовление калибров, а также допуск на износ, т.к. в процессе работы калибры изнашиваются.
Исполнительные размеры калибров нормированы (СТ СЭВ 157-75, ГОСТ 24853-81) и для проверки отверстий 6, 7, 8 квалитетов расчет ведется на основе схемы:
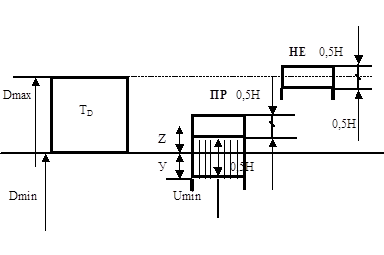
Рисунок 49 – Схема для расчета калибров -пробок
Здесь: H - допуск на неточность изготовления пробок,
Z - отклонение середины поля допуска H Пр пробки относительно Dmin,
У - величина допустимого выхода полностью изношенной ПР пробки за границу поля допуска отверстия.
Для калибров, проверяющих отверстия с размерами 9-го и более грубых квалитетов У=0.
Величины H, Z, У выбираются по ГОСТу в зависимости от номинального размера и квалитета точности размера отверстия.
Средне вероятностный износ
Uср = Z + У.
Быстрее всего изнашиваются калибры при проверке чугунных и алюминиевых деталей, при жестких допусках на отверстие (т.к. при изготовлении более точной детали рабочий проверяет ее большее число раз), при проверке шлифованных деталей (за счет абразивной пыли).
Нормы на износ калибров приводятся в справочной литературе.
Запас на износ непроходных калибров НЕ не предусматривается - он идет гораздо медленнее и не приводит к выходу за границу поля допуска.
Калибрами в производстве пользуются:
а) рабочий, изготавливающий продукцию,
б) цеховой контролер, принимающий продукцию от рабочего,
в) представитель заказчика, принимающий продукцию от рабочего.
Калибры контролера отбираются из числа не полностью изношенных рабочим. Рабочий использует новые калибры, контролер - частично изношенные. Это исключает браковку контролером продукции, оцененной рабочим как годной при использовании им собственных калибров.
При этом рабочий изнашивает калибр на 70% от средне вероятностного износа Uср, а контролер - на остальные 30% Uср.
Размеры приемных калибров устанавливаются по согласованию с заказчиком.
Исполнительные размеры калибров на рабочих чертежах задаются с допуском «в тело» и рассчитываются по следующим уравнениям:
пробка ПР = (Dmin + Z +0,5H)_- H,
пробка НЕ = (Dmax + 0,5H) - H.
Износ пробки ПР рабочим допускается до размера:
Dmin - У + 30% Uср.
Износ пробки ПР контролером допускается до размера:
Dmin - У.

