2014-02-10
2014-02-10 987
987Расчет исполнительных размеров калибров - скоб
Расчетная схема расположения полей допусков калибров для проверки валов 6, 7, 8 квалитетов точности выглядит следующим образом:
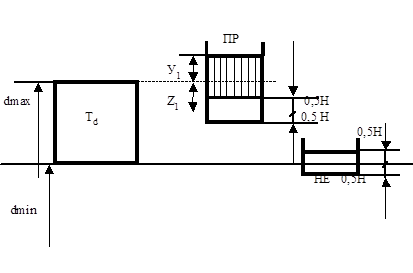
Рисунок 49 – Схема для расчета калибров -скоб
Исполнительный размер скобы ПР:
(dmax - Z1 - 0,5H1)+H1.
Износ скобы рабочим ведется до размера:
(dmax + У1 -30% Uср),
где Uср = Z1 + У1.
Износ скобы контролером ведется до размера:
dmax + У1
Исполнительный размер скобы НЕ:
(dmax - 0,5H1)+H1.
Конструкции предельных калибров устанавливаются соответствующими стандартами.
Предварительной операцией при изготовлении рабочих поверхностей калибров является шлифование, а окончательной, формирующей микрорельеф и размер калибра - доводка, осуществляемая вручную с помощью специальных притиров (изготовленных из чугуна или меди) и паст. Шероховатость обработки мерительных поверхностей калибров должна быть:
Ra 0,04 мкм - для 5...6.квалитетов,
Rà 0,08 мкм - для 7...10 квалитетов,
Ra 0,16 мкм -для 11...12 квалитетов.
Калибры пробки могут быть:
а) полные и неполные,
б) с цилиндрическими насадками и вставками и т.д.
Калибры скобы:
а) двух- и односторонние,
б) жесткие и регулируемые и т.д.
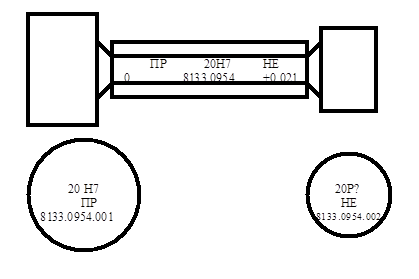
Маркировка калибров должна содержать следующие сведения:
а) номинальный размер проверяемой детали,
б) поле допуска этого размера,
в) назначение сторон калибров,
г) численные значения предельных отклонений,
д) товарный знак завода-изготовителя,
е) номер калибра согласно принятой единой системе кодирования.
Пробка