 2014-02-13
2014-02-13 1842
1842Литейные сплавы
ЛИТЬЕ
Литьё - технологический процесс получения заготовок или деталей в результате свободной или принудительной заливки расплавленного металла в полость литейной формы, которая соответствует конфигурации получаемого изделия (отливки).
Масса отливок от нескольких граммов до 350 тонн.
Отливки получают из чугуна, стали, цветных и тугоплавких металлов и сплавов.
Чугунные отливки составляют около 80 % всех отливок. Из серого чугуна получают самые дешевые отливки (в 1,5 раза дешевле, чем стальные, в несколько раз – чем из цветных металлов).
Сталь, как литейный материал, применяют для получения отливок деталей, которые наряду с высокой прочностью должны обладать хорошими пластическими свойствами. Чем ответственнее машина, тем более значительна доля стальных отливок, идущих на ее изготовление.
Отливки из цветных и тугоплавких металлов и сплавов применяются для изготовления деталей, обладающих особыми свойствами (износостойкость, антифрикционные свойства, коррозионная стойкость). При этом отливки из алюминиевых сплавов составляют около 70 % цветного литья.
К основным свойствам литейных сплавов относятся жидкотекучесть, усадка, газопоглощение, ликвация, склонность к образованию трещин.
Жидкотекучесть - способность метала в расплавленном состоянии заполнять полость литейной формы, точно воспроизводя ее очертания.
Жидкотекучесть зависит:
1- от температуры заливаемого метала (чем выше температура, тем лучше жидкотекучесть)
2- от температуры литейной формы (чем выше температура, тем лучше жидкотекучесть)
3- от материала литейной формы (если материал литейной формы обладает высокой теплопроводностью и теплоотдачей, форму подогревают до температуры от 50-300 ° С для повышения жидкотекучести)
4 - от структуры металла (твердые растворы обладают низкой жидкотекучестью, механические смеси -высокой)
5- от химического состава сплава (с увеличением содержания неметаллических включений, серы, кислорода и хрома жидкотекучесть снижается, а с повышением содержания фосфора, кремния, углерода и алюминия, наоборот, возрастает);.
6- от интервала кристаллизации (чем уже интервал кристаллизации, тем выше жидкотекучесть)
Жидкотекучесть определяется по специальной технологической пробе, называемой спиралью (рис.1Л)
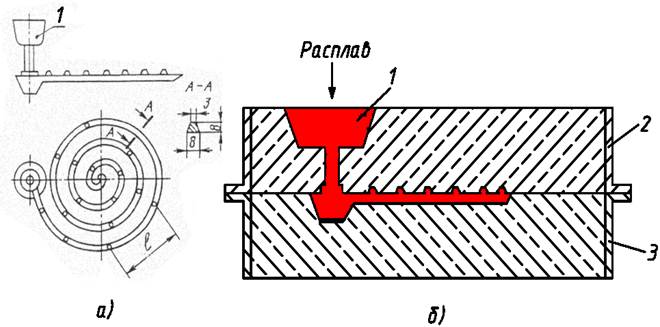 Рис. 1Л Технологическая проба (спираль) Рис. 1Л Технологическая проба (спираль) |
| 1- спираль; 2- верхняя плуформа; 3- нижняя полуформа Спирал 1 формируется в литейной форме, состоящей из верхней 2 и нижней 3 полуформ (рис. 1Л, б) после заливки в нее расплавленного металла. Жидкотекучесть оценивается по величине l (рис. 1Л,а). Чем больше l, тем лучше жидкотекучесть. При низкой жидкотекучести в отливке могут возникать такие дефекты, как недоливы и спаи. |
Усадка – свойство металлов и сплавов уменьшаться в объеме при охлаждении в расплавленном состоянии, в процессе затвердевания и в затвердевшем состоянии при охлаждении до температуры окружающей среды (20°С). Усадка подразделяется на объёмную и линейную.
Объёмная усадка (ε v)– уменьшение объёма сплава при его охлаждении от температуры заливки до температуры окружающей среды. Изменение объема зависит от химического состава сплава, температуры заливки, конфигурации отливки.
Линейная усадка (ε л) – уменьшение линейных размеров отливки при её охлаждении до температуры окружающей среды. Линейная усадка составляет: для серого чугуна - 0,8…1,3%; для углеродистых сталей - 2…2,4%; для алюминиевых сплавов - 0,9…1,45%; для медных сплавов - 1,4…2,3%.
ε v ≈ 3 ε v
В результате усадки могут образовываться такие дефекты, как концентрированная усадочная раковина, усадочная пористость, горячие и холодные трещины, коробление
Газопоглощение - способность литейных сплавов в расплавленном состоянии растворять водород, азот, кислород и другие газы. Газопоглощение приводит может привести к появлению таких дефектов, как газовые раковины и пористость.
Ликвация - неоднородность химического состава литого материала в различных частях отливки. Ликвация образуется в процессе затвердевания отливки, из-за различной растворимости отдельных компонентов сплава в его твердой и жидкой фазах. В сталях и чугунах заметно ликвируют сера, фосфор и углерод. Различают дендритную и зональную ликвации (см. строение слитка стали) Ликвация вызывает неоднородность механических свойств в различных частях отливки.
Склонность к образованию трещин - дефектов в виде надрывов усадочного происхождения. Склонность к образованию трещин усиливается при наличии в расплаве газов (водород, азот, кислород), примесей (сера, фосфор) и неметаллических включений (FeO, MnO, Al2O3,SiO2), а также при перегреве металла перед заливкой.

