 2015-01-30
2015-01-30 3232
32321) Зажигание св. дуги - производится двумя способами
а) спичкой - чирканьем эл.о поверхности свариваемого метала
б) в притык - резким ударом торцом эл. о поверхность с последующим отрывом.
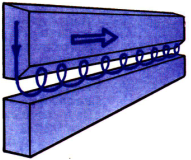
2) наплавка, сварка узким валиком,ширина котрого составляет (0,8..1,5)×dэл, производится:
- без колебательных движений, с опиранием на толстое покрытие эл.
- обратными поступательными движениями - для лучшего проплавления стыка в корень шва.
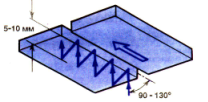
3) наплавка, сварка уширенным валиком, шириной (2..4)× · d, производится:
- с поперечными колебательными движениями.
а) Часто применяющийся

б)Для наилучшего прогрева корня шва

в) Для прогрева кромок

г)Для наилучшего прогрева кромок

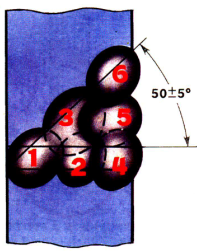
4) Св. многослойных, многопроходных швов
- производится 2 или несколькими швами с последующей зачисткой каждого шва.
- при толщине металла более 20мм применяют способы: «горкой», «каскадом», «блоками»
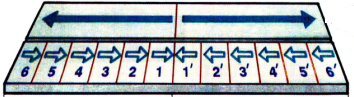
5) Св.длинных, коротких, средних швов:
- короткие до 250мм в одном направлении

- средние до 1000мм от середины к краям
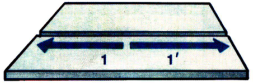
- длинные от 1000мм обратноступенчатым способом
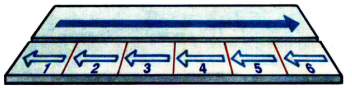
- особо длинные - делятся на участки и свариваются как длинные от середины к краям, возможно выполнять 2-мя сварщиками.
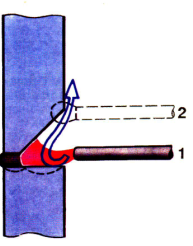
6) в пространственных положениях:
а)- вертикальные
| (стыковые, угловые) - выполняют в направлении снизу вверх и сверху вниз, наибольший провар корня шва достигают, когда электрод перпендикулярен вертикальной оси, стекание металла предотвращают наклоном эл. вниз до 45-500 |
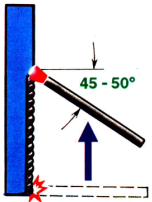
- электроды применяют до 4мм
- св.ток снижают относительно нижнего на 10-15%
- при сварке вертикальных швов с разделкой св.кромок используют колебательное движение треугольником и сварку в направлении снизу вверх,
б) - горизонтальные
(выполняются сложнее вертикальных, двумя способами)
- за один проход

- валиками, который выполняется с наклоном электрода под углом 10-15% к оси шва.
 Силу тока снижают на 15-20%
Силу тока снижают на 15-20%
в) потолочные –
наиболее трудные, сварка производится при небольшом объеме сварочной ванны, электродами Ø не более 4 мм, короткой дугой, силу тока снижают на 20-25%.
Т38:Технология полуавтоматической сварки в среде СО2 и его смесях СО2+ Ar или СО2+О2.
Низко углеродное стали свариваются на обратной полярности
Sме. 1,5-3мм. - сваривают навесу,
0,8-1,2 мм - св. на подкладках.
В смеси  +
+  улучшается формирование св. шва но возникает интенсивное выгорание легирующих элементов св. проволоку подбирают для сварки по химическому составу близкому по роду основного металла
улучшается формирование св. шва но возникает интенсивное выгорание легирующих элементов св. проволоку подбирают для сварки по химическому составу близкому по роду основного металла
Углеродистые, низколегированные Св-08Г2С Св-08ГС Св-12ГС
Низколегированные хромоникелевые Св-18ХГСФ Св-10ХГ2С
Низколегированные хром молибденовые Св-12ХМ Св-15ХМА
Высоколегированные аустенитные хромоникелевые Св-06Х19Н9Т
Св-07Х18Н9ТЮ
В настоящие время нашла своё применение самозащитная проволока
Св-20ГСТЮА с церием - для арматуры
Св-15ГСТЮЦА с цирконием - для низко углеродистых качественных сталей, при сварке соответствует качеству электродов типа Э42 и Э50
Режимы сварки в нижнем положении
| Ø проволоки, мм | Sме. | Iсв. | U св. |
| 1,0 | 2-3 | 80-120 | 20-22 |
| 1,6 | 7-16 | 140-200 | 22-25 |
| 2,0 | 10-16 | 160-200 | 25-28 |








