 2015-02-24
2015-02-24 1493
1493Калибр - это бесшкальный измерительный инструмент, предназначенный для контроля размеров, формы и расположения поверхностей деталей. Калибры бывают предельные и нормальные.
Предельные калибры позволяют определить, находится ли проверяемый размер в пределах допуска.
Нормальные калибры – это точные шаблоны, которые служат для контроля сложных профилей. О годности деталей судят по равномерности зазора между проверяемым профилем и рабочим профилем нормального калибра.
Предельные калибры используют для проверки размеров гладких, конусных, цилиндрических, резьбовых и шлицевых деталей, высоты выступов и глубины впадин. Эти калибры долговечны, поэтому применяются в крупносерийном и массовом производстве. Валы проверяют калибрами - скобами, отверстия - пробками.
Калибры изготавливают из инструментальных или углеродистых цементируемых сталей (У10А, У12А,10,15). Для повышения износостойкости применяют твердосплавные скобы и пробки.
Калибры не имеют отсчетных устройств для определения размеров. С их помощью можно установить, выполнен ли действительный размер детали в пределах допуска или нет. Для этого калибры изготавливают по предельным размерам проверяемой детали.
Калибры для контроля валов – скобы. Скобы имеют две стороны: проходную и непроходную.
Проходная сторона (ПР) должна входить на вал под действием собственной силы тяжести. Размер проходной стороны калибра-скобы равен наибольшему размеру вала, т.е. ПР = d max.
Если скоба не проходит по поверхности детали, то это исправимый брак.
Непроходная скоба (НЕ) не должна входить на вал. Размер непроходной стороны калибра-скобы равен наименьшему размеру вала, т.е. НЕ = d min.
Если скоба НЕ проходит по поверхности детали, то это неисправимый брак.
По конструкции калибры-скобы бывают: одно и двухсторонние, штампованные и литые, жесткие и регулируемые.
Регулируемые скобы можно настроить на другой размер. Регулировка размеров скобы достигается перемещением одной из вставок калибра.
По назначению калибры бывают:
1. рабочие –применяют для контроля деталей в процессе их изготовления;
2. приемные (П-ПР, П-НЕ) - применяют для приемки деталей представителями заказчика; приемными калибрами служат изношенные проходные и новые непроходные рабочие калибры, чтобы не браковались детали, правильно изготовленные и принятые по рабочим калибрам;
3. контрольные калибры (К-И) имеют форму шайб и служат для контроля износа проходных рабочих калибров-скоб и для настройки регулируемых калибров-скоб.
Поля допусков калибров располагают относительно их номинальных размеров.
Для проходных калибров, которые в процессе контроля изнашиваются, предусмотрен допуск на износ.
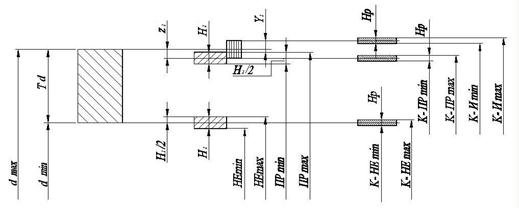
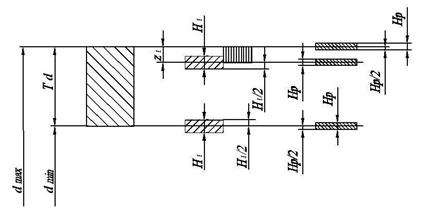
Схемы расположения полей допусков рабочих калибров и контркалибров для номинальных размеров до 180 мм приведены на рис. 9.
Для проходных калибров (Р-ПР) предусмотрены допуски на изготовление и износ, а на непроходные - только допуски на изготовление.
а)
б)
Рис. 9. Поля допусков предельных калибров-скоб:
а) для валов квалитетов IТ6…IТ8; б) для валов квалитетов IТ9…IТ17.








