 2015-04-01
2015-04-01 2345
2345Для опиловки напильник двигают вперед и назад по обрабатываемой поверхности, нажимая на нее более или менее сильно при движении вперед. Во время обратного хода нажимать на напильник не следует, так как зубья напильника, как и ножовки, насечены только в одну сторону и напильник, пилит только при движении вперед. Вместе с тем при обратном ходе снимать напильник с изделия не следует, надо лишь отводить его назад совершенно свободно; при этом он будет легко скользить по поверхности изделия, не снимая с него металла. Положение корпуса должно быть прямым и повернутым на 45° к верстаку. Такое положение признается наилучшим, так как при нем могут действовать как правая, так и левая рука, не задевая за туловище. Ноги должны быть расставлены на ширину ступни, причем левая нога обычно выступает вперед.

Рисунок 4 – Равномерный, правильный нажим на напильник при опиловке
Как указано на рисунке 73, напильник при работе удерживается обеими руками. Правой рукой берут ручку напильника таким образом, чтобы большой палец был вытянут сверху вдоль оси напильника, а все остальные пальцы обхватывают ручку снизу. Конец ручки должен упираться в ладонь. Такая хватка обеспечивает оба рабочие усилия, необходимые при опиловке. Вертикальный нажим на напильник осуществляется большим пальцем и регулируется остальными. Горизонтальные усилия, при помощи которых напильник подается вперед, осуществляются ладонью, которая опирается на конец ручки. Левая рука кладется ладонью поперек напильника, а пальцы принимают полусогнутое положение. Каждое опиловочное положение состоит из двух частей: 1) движения вперед (от рабочего), называемого рабочим движением, и 2) движения назад, называемого холостым ходом.

Рисунок 74 – Сильный нажим на напильник левой рукой
Движение напильника должно быть горизонтальным. При этом нажимать на оба конца напильника нужно с учетом точки опоры его на обрабатываемом предмете. Когда точка опоры находится посредине, то нажим обеими руками должен быть одинаковый, как это указано на рисунке 5.
При движении вперед нажим правой руки должен постепенно увеличиваться, а левой уменьшаться, и наоборот. Если же этот нажим во время работы оставлять неизменным, то напильник будет отклоняться тем или другим концом вниз, и на поверхности обрабатываемого изделия получится не ровная плоскость, а скошенная (заваленная) с краев (рисунки 74-75).
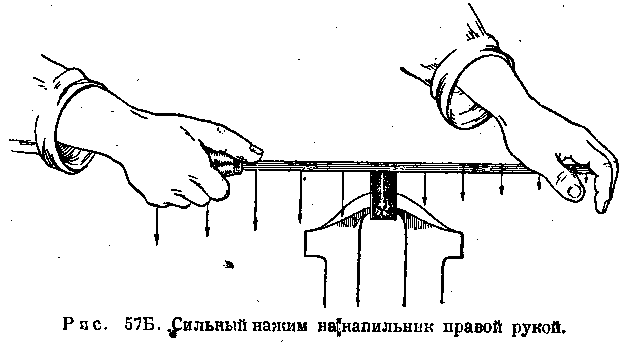
Рисунок 75 – Сильный нажим на напильник правой рукой
В этом и состоит основная трудность работы напильником.
Для правильной опиловки очень важно овладеть балансом, т. е. правильно увеличивать нажим правой руки во время рабочего хода и уменьшать нажим левой. Чтобы получить навыки в умении балансировать напильником, нужно много упражняться. Эти упражнения в начале обучения необходимo проводить на специальном приборе. Они основаны на том, что в тиски зажимается широкая плоская планка, деревянная или металлическая, и на ней начинающий производит опиловку. Известно, что чем больше поверхность опиливаемой плоскости, тем легче правильно работать, так как сама плоскость является хорошей направляющей.
Поэтому первые упражнения всегда ставятся таким образом, чтобы напильник имел достаточное направление.
Меткость при опиловке заключается в умении регулировать нажим в зависимости от насечки и в правильной регулировке длины хода в зависимости от размера и формы опиливаемой поверхности.
Опиливание идет скорее, если темп движений взят малый, а сила нажима на напильник взята большой.
При большей ширине детали работа идет увереннее, так как облегчается балансирование напильником. Кроме того, при увеличении ширины детали лучше используется рабочая поверхность напильника. Но это наблюдается только до 20 см, что связано с длиной напильника. Большая ширина вызывает значительное уменьшение размаха напильника.
Обычно в начале опиловки снимают большой слой металла большим напильником с возможно крупной насечкой. Для этого применяются драчовые напильники длиной не менее 300 мм. Такую опиловку можно назвать черновой, или обдирочной; Она является подготовительной операцией и применяется потому, что напильником с крупной насечкой металл снимается легче и больше. Для уменьшения глубины штрихов на изделии обычно при опиловке меняют направление движения напильника по отношению изделия. При этом штрихи будут пересекаться и давать более ровную поверхность. Такое переменное направление опиливания дает большую точность опиловки. После грубой опиловки нужно провести промер обрабатываемого изделия, причем точность грубой опиловки колеблется в пределах 0,1—0,2 мм. Затем после грубой опиловки проводят точную опиловку при помощи личных напильников. Этой обработкой изделию придаются окончательные размеры и формы. Точность обработки личными напильниками можно довести до 0,05—0,02 мм, т. е. это будет довольно высокая точность, достаточная для многих машинных частей, соприкасающихся друг с другом. Кроме опиловки плоскостей, встречающейся в практике чаще всего, приходится иметь дело также с опиловкой полых и фигурных поверхностей, которая производится по тем же правилам, как и опиловка плоскостей. Все эти виды представлены на рисунке 76.
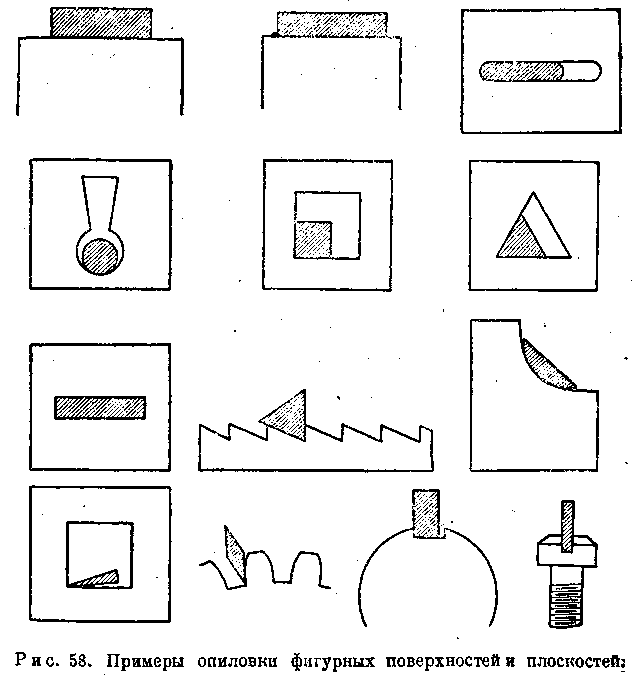
Рисунок 76 – Примеры опиловки фигурных поверхностей и плоскостей
Особо следует отметить случаи опиловки тонких и плоских изделий. Так, например боковые плоскости линейки, угольника, кронциркуля, нутромера и других инструментов производятся на ровно выстроганном бруске дерева толщиной в 25—50 мм. К этому бруску узкие грани изделия прикреплены тонкими гвоздиками настолько прочно, что изделие не может двигаться во время опиловки. Затем брусок вместе с изделием зажимается крепко в тиски, и изделие опиливается обыкновенным способом. Так как оно плотно лежит на бруске, то при опиловке не будет прогибаться и при этом его довольно легко опилить правильно под линейку. Изделия из тонкого листового материала удобнее и скорее опиливаются, если их соединить (склепать) по 3—5 штук вместе в одну пачку.
Опиловка тонких круглых изделий производится на деревянных брусках с трехгранными вырезами, которые закрепляются в больших тисках (рисунок 77).
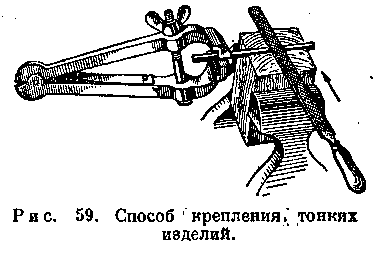 Если изделие длинное, то его держат обычно в левой руке; короткие изделия зажимаются в ручных тисках.
Если изделие длинное, то его держат обычно в левой руке; короткие изделия зажимаются в ручных тисках.
Рисунок 77 – Способ крепления тонких изделий
При опиловке не следует зажимать изделие в тисках с большой силой. При сильном зажиме можно повредить изделие и, кроме того, от этого разбалтываются тиски. Тиски должны работать так, чтобы при слабом прижиме винтом изделие нельзя было бы вытащить из губок или повернуть от руки вверх и вниз. Тиски считаются плохими, если они зажимают изделие одним боком. В таких случаях слесарю приходится гораздо сильнее зажимать изделия и часто делать перестановки. Для предохранения от повреждения уже обработанных поверхностей, зажим в тисках производится только при наличии прокладок между губками из материала, который мягче, чем обрабатываемое изделие.








