 2015-05-05
2015-05-05 4794
4794Ковка – это процесс обработки металлов давлением, при котором необходимое изменение форм и размеров заготовок достигается путем ударов или нажимов бойками, не ограничивающих течение металла в плоскости перпендикулярной оси приложения давления. К достоинствам ковки относится возможность обрабатывать давлением крупные слитки, масса которых достигает нескольких сотен тонн, улучшая структуру и механические свойства обрабатываемого металла и исправляя дефекты литого металла.
В качестве исходного материала для ковки применяют стали всех марок, алюминиевые, магниевые, титановые сплавы, а также сплавы на основе меди и никеля.
Ковка слитков протяжкой из цветных сплавов в одном направлении при достаточных степенях обжима приводит к измельчению зерна с образованием волокнистой структуры. При этом повышаются показатели механических свойств, однако одновременно возникает их анизотропия в продольном и поперечном направлениях, которую устраняют ковкой в трех взаимно перпендикулярных направлениях по схеме осадка – протяжка – осадка.
|
|
|
Для ковки поковок небольшой массы используется различный прокат, такой как блюмы, катанка круглого и квадратного сечения (сортовой прокат), периодические и сортовые профили. Кроме того, кузница перерабатывает прутки, полученные волочением и прессованием.
К достоинству ковки относят возможность с помощью простого и дешевого инструмента изготовлять поковки разнообразной формы и размеров любой массы (от гаек и болтов до коленчатых валов современных кораблей). Главным преимуществом процесса ковки является возможность обрабатывать крупные слитки и заготовки. В тяжелом машиностроении количество кованых поковок достигает 90 %, а в автомобилестроении (серийное и массовое производство) до 98 % их изготовляются объемной штамповкой. Поэтому потребность, а также вид и объем продукции обусловливает применение ковки. Ковку используют в единичном и мелкосерийном производстве. К ее недостаткам можно отнести значительный расход металла (коэффициент использования металла составляет 37 %) и низкую производительность по сравнению с объемной штамповкой.
Нагрев заготовок перед ковкой сопровождается изменением структуры и механических свойств исходного материала. С превышением температуры металла свыше величины, составляющей диапазон 0,3–0,4 от температуры плавления, начинают протекать процессы возврата и рекристаллизации. Ковочные температуры находятся между температурами плавления и интенсивной рекристаллизацией сплава. Более низкие температуры относятся к холодному деформированию. При нагреве заготовок в случае несоблюдения технологических требований могут иметь место явления перегрева и пережога. Первое ведет к росту зерен и резкому снижению механических свойств, а второе сопровождается окислением поверхности зерен и полной потерей пластических свойств. Поэтому выбор температур нагрева заготовок является важной технологической задачей.
|
|
|
Температурный интервал ковки – это максимальная температура нагрева металла в печи (верхний предел) и температура окончания процесса деформации поковок (нижний предел). Различают допустимый и рациональный температурные интервалы ковки. Допустимый является более широким и не зависит от размеров и формы поковок, а рациональный назначается с учетом опыта освоения технологического процесса для конкретных заводских условий.
В качестве основного оборудования для ковки применяют прессы и молоты. Выбор оборудования зависит от технологии получения поковок, заданной программы выпуска и особенностей деформации обрабатываемого сплава. В качестве инструмента для ковки применяют плоские, вырезные или плоско-вырезные бойки.
Выделяют основные (осадка, протяжка и прошивка) и вспомогательные (рубка, кузнечная гибка, передача, скручивание и др.) операции ковки.
Технологический процесс ковки обычно начинается с разделки слитка. Обычные стальные кузнечные (рисунок 7.1) слитки отливают сверху в изложницы с полостью, имеющей форму усеченной пирамиды и поперечное сечение шести-, восьми-, двенадцатиугольника. Форма слитка учитывает условия кристаллизации металла и требования к поковке. Прибыльная 1 и донная 3 части слитка 2 удаляются в кузнечном цехе. Масса слитка колеблется в пределах M сл = 0,2 – 350 т.
|
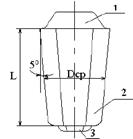
Отношение наибольшей длины L, используемой для изготовления поковок, к среднему диаметру D ср слитка обычно изменяется в пределах L ср/ D ср = 1,9 – 2,3.
При значениях L ср/ D ср = 2,3 наблюдается искривление слитка при ковке. Для изготовления длиноосных поковок используются удлиненные слитки с соотношением L ср/ D ср = 3 – 5. Эти слитки не подвергаются осадке бойками либо предусматривается их разрубка на части. Преимущества этих слитков заключаются в более однородном химическом составе металла.
Полые слитки получают методом центробежного литья в изложницы с холодильниками. Размеры полого слитка несколько меньше по сравнению с обычными слитками, так, L ср/ D ср = 1,25. Важным условием кристаллизации является отношение L / δ ≈4, (δ – толщина стенки полого слитка). Применяют полые слитки для поковок с отверстиями (устраняется операция прошивки). Преимуществами их являются меньшая продолжительность нагрева перед ковкой и то, что слитки не имеют осевой рыхлости и внецентренной ликвации.
Кроме того, получают малоприбыльные слитки, бесприбыльные, слитки с повышенной конусностью (до 12о).
Слитки из алюминиевых сплавов отливают непрерывным способом, D max ≈ 800 мм.
Круглые слитки из магниевых сплавов диаметром до 540 мм также получают непрерывным способом. Таким же способом получают плоские слитки размерами до 165×540×6000 мм.
Слитки из медных сплавов отливают в водоохлаждаемые изложницы (D max = 300 мм). Возможно непрерывное получение слитков.
Слитки из титановых сплавов получают дуговой вакуумной плавкой с расходуемым электродом в медном водоохлаждаемом кристаллизаторе (D max = 700 мм).
Существуют следующие дефекты слитков: Усадочная раковина и усадочная рыхлость; плены, появляющиеся в результате брызг жидкого металла при заливке; возникновение прямой ликвации легирующих компонентов и примесей в сплаве; трещины, пузыри и т.д.
Если на поверхности отливок сортового проката имеются дефекты (коррозия, плены, трещины), то они удаляются при помощи операций зачистки. Различают газопламенную зачистку, обработку пневмомолотками, зубилами, зачистку полировальными кругами.
|
|
|
Обычно слитки перед ковкой характеризуются структурной неоднородностью металла по сечению. Основным требованием к заготовке служит получение мелкозернистой структуры и однородного химического состава.
Степень уменьшения сечения при деформировании может служить показателем проработанности структуры. Оценивают эту степень показателем укова:
У = F нач/ F кон = L кон/ L нач.
Анизотропия свойств связана с различием свойств металла в поперечном и продольном направлениях. В этом смысле можно выделить 3 диапазона:
1. У = 2 – 3 – волокнистая структура (только средняя часть заготовки);
2. У = 3 – 6 – одинаковые свойства в продольном и поперечном направлениях (рабочий диапазон ковки);
3. У = 10 и более – анизотропия свойств.
Разделка слитков является операцией ковки и осуществляется с помощью прессов, при этом производится биллетировка слитка (сбивка граней и устранение конуса), удаляется донная и прибыльная части слитка (рисунок 7.2).
Прокатанный или прессованный металл разделывают на мерные длины в заготовительных отделениях кузнечно-штамповочного цеха. При этом используются резка на пилах, пресс-ножницах, хладноломах, с помощью газовых резаков, токарно-отрезных и горизонтально-фрезерных станках, электроискровая резка.
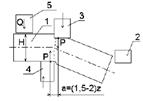
Резка кривошипными пресс-ножницами (рисунок 7.3) наиболее производительный способ разделки пруткового металла на заготовки. Пруток 1 подается по рольгангу до упора 2 в зону реза между верхним 3 и нижним 4 ножами пресс-ножниц. С целью избежания опрокидывания в процессе резки пресс-ножницы снабжены прижимным устройством 5.
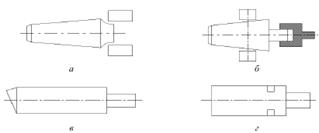
а – оттяжка цапфы под патрон; б – протяжка; в – отделение донной части; г – разметка и отделение прибыльной части
Рисунок 7.2 – Биллетировка слитка
Резка металла происходит в 3 стадии (упругой, пластической и скола). В элемент надавливания ножей в прутке возникают упругие деформации. Под действием пары сил с моментом M = Pa пруток изгибается, причем в зоне соприкосновения ножей с металлом наблюдается смятие последнего. Повороту прутка препятствует сила прижима. В момент, когда напряжения от действия ножей становятся больше сопротивления пластической деформации металла, происходит их внедрение в пруток. По достижении максимально возможной величины внедрения для данного материала образуются встречные трещины, называемые опережающими. При нормальной величине зазора Z между ножами противоположные трещины сходятся, образуя сплошную криволинейную поверхность.
|
|
|
|
Максимальное усилие, необходимое для резки металла между параллельными ножами, определяют по формуле P = kF ср σср, МН, где k – коэффициент, учитывающий условия резки (состояние ножей, скорость резания), k = 1,0–1,7; σср – сопротивление срезу, принимаемое равным 0,7– 0,8 от предела прочности материала; F ср – площадь среза.
Резку высокоуглеродистой и легированной сталей ведут с подогревом до t = 450–650 oC.
Различают 3 вида пил: зубчатые, гладкие (пилы трения) и электромеханические. Заготовки, получаемые с помощью пил характеризуются точностью размеров, хорошим качеством реза и перпендикулярностью торца к оси заготовки. Но производительность при резке пилами значительно ниже, чем на кривошипных ножницах.
Зубчатыми пилами режут как сталь, так и цветные металлы. Различают ленточные и дисковые пилы.
Пилы трения получили небольшое распространение. Принцип их действия заключается в выделении большого количества тепла при трении о металл гладкого диска или диска с тупыми П-образными зубьями.
При использовании электромеханических пил в месте контакта создается электродуга, которая способствует расплавлению. Они сходны с пилами трения, но производительность их выше и производят они меньше шума.
Ломка хладноломами (рисунок 7.4) применяется для разделки прутков на заготовки из стали средней твердости. Пруток 1, предварительно надрезанный, укладывается на ломатель 2 до упора 3. При надавливании опор 4 на пруток в месте надреза происходит ломка.
Усилие ломки круглых прутков P = (0,4 β D 3σв)(1/ l о).
Усилие ломки квадратных прутков P = (0,5 β Н 3σв)(1/ l о), где β – коэффициент поправки, β = 0,4 − 0,9.
Газопламенная резка заключается в местном нагреве металла в струе кислорода. С ее помощью можно получить контуры реза сложной формы. Большие потери металла происходят по месту резки в шлак (слой 4 – 6 мм). В качестве горючего используют ацетилен, бензин, керосин. Нельзя обрабатывать легированные стали, так как в зоне реза наблюдаются структурные изменения металла (рост зерна, выгорание легированных элементов и т. д.). Кроме того, недостатком этого способа резки является недостаточно высокая производительность. К другим видам резки относятся: плазменная (аргоно-водородные, азотно-водородные смеси); лазерная; электроискровая резка; анодно-механическая; резка взрывом.

Рисунок 7.4 – Схема ломки с помощью хладнолома
Потери металла можно разделить на прямые и косвенные. К прямым (зависят от способа резки) относятся: пилы – отходы на пропил; электрическая и газовая резка – потери на сгорание и расплавление; хладноломы – потери при последующей штамповке в облой;
К косвенным относятся: неточность резки, потери на концы, некратность.
Расход металла можно определить по формуле: Q = Q 3 k, где Q З – масса заготовки; k – коэффициент, k = L /(L - l н); L – длина прутка; l н– длина заготовки.
Литература 1 осн. [16-25], 2 осн. [28-61], 8 доп [51-251].
Контрольные вопросы
1. Чем определяется экономическая и технологическая целесообразность применения операций ковки?
2. Каковы допустимые температурные интервалы ковки для сталей?
3. Какие виды оборудования применяются для ковки?
4. Какие операции ковки можно отнести к основным?
5. Каковы дефекты стальных кузнечных слитков?
6. Как производится биллетировка слитков?








