 2015-05-05
2015-05-05 6902
6902В приспособлениях применяются два типа эксцентриковых механизмов:
1. Круговые эксцентрики.
2. Криволинейные эксцентрики.
Тип эксцентрика определяется формой кривой на рабочем участке.
Рабочая поверхность круговых эксцентриков – окружность постоянного диаметра со смещенной осью вращения. Расстояние между центром окружности и осью вращения эксцентрика называется эксцентриситетом (е).
Рассмотрим схему кругового эксцентрика (Рис.5.19). Линия, проходящая через центр окружности О 1 и центр вращения О 2 кругового эксцентрика, делит его на два симметричных участка. Каждый из них это клин, расположенный на окружности, описанной из центра вращения эксцентрика. Угол подъема эксцентрика α (угол между зажимаемой поверхностью и нормалью к радиусу вращения) образуют радиус окружности эксцентрика R и радиус вращения r, проведенные из своих центров в точку касания с деталью.
Угол подъема рабочей поверхности эксцентрика определяется зависимостью
где:
 - эксцентриситет;
- эксцентриситет;  - угол поворота эксцентрика.
- угол поворота эксцентрика.
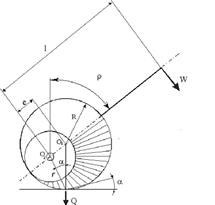
Рисунок 5.19 – Расчетная схема эксцентрика
Величину эксцентриситета рекомендуют определять по формуле
 ,
,
где  - зазор для свободного ввода заготовки под эксцентрик (S1 = 0,2 …0,4 мм); T – допуск на размер заготовки в направлении зажима;
- зазор для свободного ввода заготовки под эксцентрик (S1 = 0,2 …0,4 мм); T – допуск на размер заготовки в направлении зажима;  - запас хода эксцентрика, предохраняющий его от перехода через мертвую точку ( = 0,4…0, 6 мм); y – деформация в зоне контакта;
- запас хода эксцентрика, предохраняющий его от перехода через мертвую точку ( = 0,4…0, 6 мм); y – деформация в зоне контакта;
 ,
,
где Q –усилие в месте контакта эксцентрика;  - жесткость зажимного устройства,
- жесткость зажимного устройства,
К недостаткам круговых эксцентриков относится изменение угла подъема α при повороте эксцентрика (следовательно, и усилия зажима). На рисунке 5.20 приведен профиль развертки рабочей поверхности эксцентрика при его повороте на угол ρ. В начальной стадии при ρ = 0° угол подъема α = 0°. При дальнейшем повороте эксцентрика угол α увеличивается, достигая максимума (αМах) при ρ = 90°. Дальнейший поворот приводит к уменьшению угла α, и при ρ = 180° угол подъема снова равен нулю α =0°
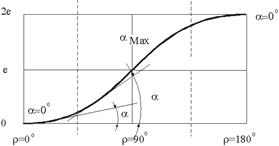
Рис. 5.20 – Развертка эксцентрика.
Уравнения сил в круговом эксцентрике с достаточной для практических расчетов точностью можно записать, по аналогии с расчетом усилий плоского односкосого клина с углом  в точке контакта. Тогда усилие на рукоятке длиной можно определить по формуле
в точке контакта. Тогда усилие на рукоятке длиной можно определить по формуле
 ,
,
где l – расстояние от оси вращения эксцентрика до точки приложения усилия W; r – расстояние от оси вращения до точки контакта (Q);  - угол трения между эксцентриком и заготовкой;
- угол трения между эксцентриком и заготовкой;  - угол трения на оси вращения эксцентрика.
- угол трения на оси вращения эксцентрика.
Рекомендуется использовать участок эксцентрика (см. рис.5.20) от 30° до135°. На этом участке угол подъема изменяется незначительно, что позволяет уменьшить колебания зажимного усилия.
Самоторможение круговых эксцентриков обеспечивается отношении его наружного диаметра D к эксцентриситету  . Это отношение называют характеристикой эксцентрика.
. Это отношение называют характеристикой эксцентрика.
Круглые эксцентрики изготавливают из стали 20Х, цементируют на глубину 0,8…1,2 мм и затем закаливают до твердости HRC 55…60. Размеры круглого эксцентрика необходимо применять с учетом ГОСТ 9061-68 и ГОСТ 12189-66. Стандартные круговые эксцентрики имеют размеры D= 32-80 мм и е = 1,7 – 3,5 мм [14]. К недостаткам круговых эксцентриков следует отнести небольшой линейный ход, непостоянство угла подъема, а, следовательно, и зажимного усилия при закреплении заготовок с большими колебаниями размеров в направлении зажима.
На рисунке 5.21 показан нормализованный эксцентриковый прихват для зажима деталей [4]. Обрабатываемая деталь 3 установлена на неподвижных опорах 2 и прижимается к ним планкой 4. При зажиме детали к рукоятке эксцентрика 6 прикладывается усилие W,и он проворачивается относительно своей оси, опираясь на пяту 7. Возникающая при этом на оси эксцентрика сила Р передается через планку 4 к детали.
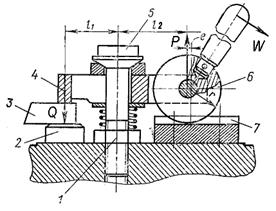
Рисунок 5.21 – Нормализованный эксцентриковый прихват
В зависимости от размеров планки (l1 и l2) получим зажимное усилие Q. Планка 4 прижимается к головке 5 винта 1 пружиной. Эксцентрик 6 с планкой 4 после разжима детали перемещается вправо.
Криволинейные кулачки, в отличие от круговых эксцентриков, характеризуются постоянством угла подъёма, что обеспечивает одинаковые самотормозящие свойства при любом угле поворота кулачка [5].
Рабочая поверхность таких кулачков выполняется в виде логарифмической или архимедовой спирали.
При рабочем профиле в виде логарифмической спирали радиус-вектор кулачка (р) определяется зависимостью
р = Се аG
где С- постоянная величина; е - основание натуральных логарифмов; а - коэффициент пропорциональности; G - полярный угол.
Если используется профиль, выполненный по архимедовой спирали, то
р=аG.
Если первое уравнение представить в логарифмическом виде, то оно, как и второе уравнение, в декартовых координатах будет представлять прямую линию [5]. Поэтому построение кулачков с рабочими поверхностями в виде логарифмической или Архимедовой спирали можно выполнить с достаточной точностью просто, если значения р, взятые по графику в декартовых координатах, отложить от центра окружности в полярных координатах. При этом диаметр окружности подбирают в зависимости от требующейся величины хода эксцентрика (h) (Рис. 5.22).
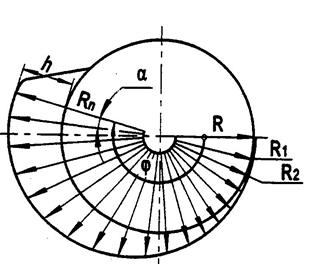
Рисунок 5.22 – Профиль криволинейного кулачка
Эти эксцентрики изготавливают из сталей 35 и 45. Наружные рабочие поверхности подвергают термообработке до твердости HRC 55…60. Основные размеры криволинейных эксцентриков нормализованы.








