 2015-04-30
2015-04-30 1437
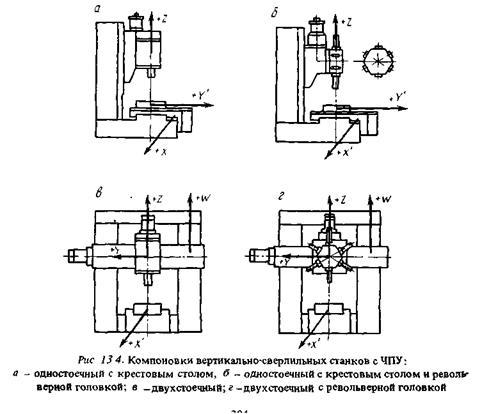
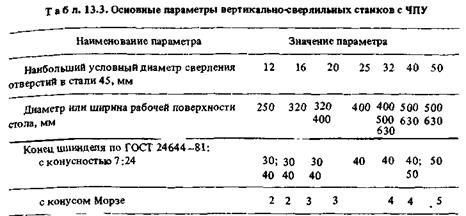
1437Вертикально-сверлильные станки с ЧПУ предназначены для сверления, зен-керования, развертывания, рассверливания, подрезки платиков и бобышек у отверстий, нарезания резьбы в отверстиях. Основные компоновки и размеры станков приведены на рис 13.4 и в табл. 13.3. Из трех управляемых осей координат — не менее двух управляемых одновременно. Дискретность задания перемещений по всем осям должна составлять 0,01 мм.
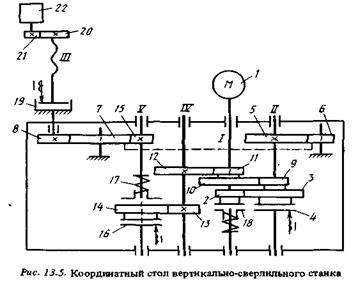
Наиболее часто применяют станки, оснащенные шестипозиционной револьверной головкой с горизонтальной осью. Благодаря крестовому столу, управляемому по программе, можно производить координатную обработку деталей без применения разметки и кондукторов. Стол состоит из основания, салазок и плиты, которая перемещается в продольном направлении и вместе с салазками — в поперечном. Набор координат производится сначала при быстром, затем при медленном движениях. В приводах по координатам установлены однотипные редукторы и передачи винт-гайка качения. Быстрые движения стол получает от электродвигателя 1 (рис. 13.5) через зубчатые колеса 2 и 3 при включенной электромагнитной муфте 4, зубчатые колеса 5, 6, 7, 8 я ходовой винт III. Медленное движение передается на стол от электродвигателя через колеса 2, 3, 9, 10, 11, 12, 13, 14, 15, 7, 8, когда электромагнитная муфта 4 выключена, а муфта 16 включена. После отработки команды стол затормаживается электромагнитным тормозом 19. Перемещения стола контролируются кодовым преобразователем 22 типа КП-3, связанным с ходовым винтом зубчатыми колесами 20 и 21. В редукторе имеются предохранительные шариковые муфты 17 и 18.
13.4. МНОГОЦЕЛЕВЫЕ СТАНКИ
Многоцелевые станки предназначены для выполнения большого числа различных технологических операций без перестановки заготовки. Их оснащают инструментальным магазином, устройством автоматической смены заготовок, развитой системой ЧПУ, системами диагностирования и контроля обработанных деталей и инструментов. Они способны выполнять как черновую, так и чистовую обработку, для них характерны высокие жесткость, точность, производительность обработки.
Многоцелевые станки можно разделить на две группы: для обработки корпусных деталей и для обработки тел вращения. Станки для обработки корпусных деталей имеют компоновку вертикальных, горизонтальных и продольно-обрабатывающих станков. Они выполняют сверление, зенкерование, развертывание, растачивание, нарезание резьбы, подрезку торцов, фрезерование плоскостей и контуров. На многих станках выполняются токарные работы, а при наличии высокоскоростного шпинделя — шлифовальные. Некоторые станки оснащены устройствами для глубокого сверления, долбления и строгания.
Станки вертикального типа (со шпинделем, расположенным вертикально) предназначены для обработки плоских деталей с одной стороны: кондукторных плит, планок, крышек и т.п.
Станки горизонтального типа служат для обработки с нескольких сторон деталей, имеющих большое число гладких, ступенчатых и резьбовых отверстий, сложных контуров, плоских поверхностей.
Продольно-обрабатывающие станки предназначены для обработки крупногабаритных и длинномерных деталей. Стол перемещается только в продольном направлении. На ползуне находится шпиндельная бабка с горизонтальным и вертикальным шпинделем. Шпиндельная бабка перемещается в вертикальном направлении, ползун — вдоль неподвижного портала.
На основе агрегатно-модульного принципа создают многоцелевые станки разных компоновок. При этом разрабатывают ограниченную группу нормализованных узлов и из них строят специализированные многоцелевые станки, наиболее полно отвечающие технологическим задачам. Компоновки станков различаются размещением шпинделя в пространстве, взаимным расположением основных узлов, типом и размещением устройства автоматической смены инструментов, типом устройства для автоматической смены деталей, видом сопряжения основных узлов (основания, колонны, шпиндельной бабки, стола)
. 
Основные компоновки вертикальных многоцелевых станков приведены на рис. 13.6. Обычно неподвижным элементом компоновки является колонна- Компоновки, согласно рис. 13.6, а, б, отличаются тем, что колонна 3 и стол 1 расположены на общем основании, т.е. на плите 4, шпиндельная бабка 2 перемещается в вертикальном направлении. В станках, изготовленных по схемам на рис. 13.6, в, г, движение сообщается колонне. В компоновках по рис. 13.6, д колонна и стол расположены на общем основании; в отношении жесткости и технологичности этот вариант лучше первого. В компоновке по рис. 13.6, е колонна и стол стыкуются по вертикальной плоскости. Этот вариант наиболее удобен для создания гибкой модульной системы.
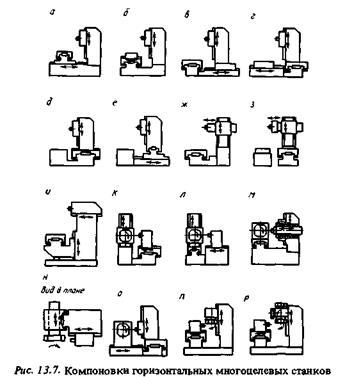
Компоновки горизонтальных многоцелевых станков более разнообразны (рис. 13.7). Широко распространены станки с крестовым столом, производящим позиционирование обрабатываемой детали, и шпиндельной бабкой, перемещающейся в вертикальном направлении (рис. 13.7, а, 6). Встречаются компоновки с однокоординатным и двухкоординатным перемещением колонны (рис. 13.7, в, г, д, е и др.). Компоновки, в которых поперечное движение совершает шпиндельная бабка (рис. 13.7, ж, з), позволяют относительно просто решать вопросы уборки стружки и защиты направляющих. Встречаются компоновки, аналогичные универсальным фрезерным станкам (рис. 13.7, и). В станках со столом, рабочая поверхность которого расположена вертикально (рис. 13.7, к, л, м, н, о), обеспечен беспрепятственный отвод стружки и охлаждающей жидкости. Таковы же достоинства компоновки (рис. 13.7, и), в которой обрабатываемые детали закрепляются на горизонтальной плоскости стола, обращенной вниз. В компоновке по рис. 13.7, р предусмотрен поворотный стол, рабочая плоскость которого может занимать два горизонтальных и вертикальных положения, благодаря чему обеспечиваются удобство установки Детали и возможность ее обработки с пяти сторон.
Станки с крестовым столом менее металлоемки, однако в случае применения удлиненного стола возникают трудности в обеспечении точности траекторий его перемещения. На станках со столом и стойкой, совершающих движение только по одной координате, легче достичь необходимой точности, так как стол не имеет консольных участков и взаимное влияние перемещений по Разным координатам исчезает. Станки с крестовой стойкой наиболее удобны Для встраивания в гибкие производственные системы, так как при неподвижном столе относительно просто обеспечить сбор и отвод стружки, его стыковку с устройством автоматической смены обрабатываемых деталей.
В мелкосерийном производстве применяются станки для одноинструментальной обработки, в среднесерийном — станки со сменными многошпиндельными головками.
Предусмотрены три уровня точности многоцелевых станков: П (станки основного исполнения), А (прецизионные), С (особо точные).
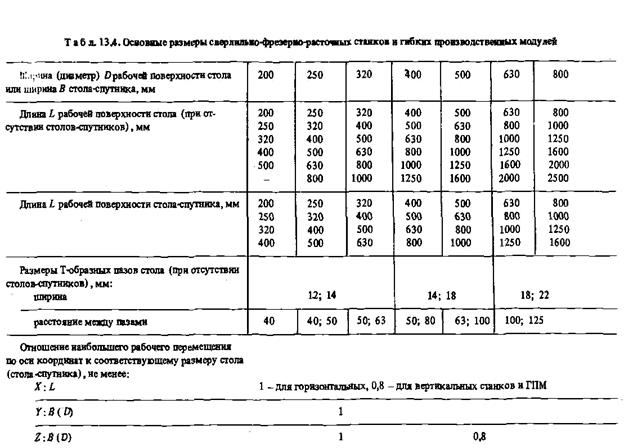
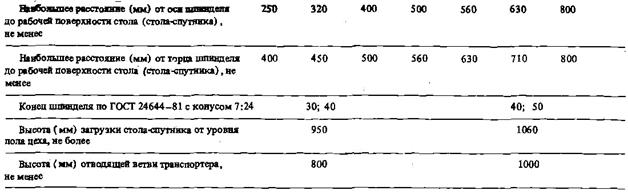
Основные параметры и размеры многоцелевых станков приведены в табл. 13.4. Горизонтальные станки оснащают поворотным квадратным или прямоугольным столом с отношением длины к ширине, равным 1,25. На вертикальных станках устанавливают удлиненные прямоугольные столы с отношением длины к ширине, равным 2 (для незаменяемых столов) или не менее 1,6(для столов-спутников).
Приводы главного движения должны обеспечить высокопроизводительное выполнение различных операций при бесступенчатом изменении частоты вращения в широком диапазоне. В станках, шпиндель которых имеет конус 30, частота его вращения достигает 9000...12 000 об/мин, с конусом 40—5000... 7000 об/мин, с конусом 50—4000...5000 об/мин. Шпиндель станков для сверхскоростной обработки вращается с частотой, достигающей 20 000.-40 000 об/мин. Мощность двигателя главного привода связана с габаритами стола. В малых станках с шириной стола до400 мм она составляет 4...8 кВт, в средних с шириной стола 500...800 мм — 11...15 кВт, в крупных — 20...40 кВт. Скорость рабочей подачи достигает 8000...10 000 мм/мин, скорость быстрых движений —10...12 м/мин, а иногда и 15 м/мин.
Многоцелевые токарные станки. Эти станки предназначены для обработки деталей, имеющих поверхности вращения, а также шпоночные пазы, отверстия с осью, параллельной или перпендикулярной к оси детали, сложные поверхности. Конструкция привода главного движения позволяет обрабатывать детали в двух режимах: 1) обычная токарная обработка невращающимися инструментами; 2) обработка шпоночных пазов, отверстий, канавок, кулачков вращающимися инструментами. В первом случае шпиндель станка вращается непрерывно с заданной частотой, во втором совершает дискретное вращение или позиционирование. Заданный цикл движений шпинделя может быть получен с помощью однодвигательного или двухдвигательного главного привода.
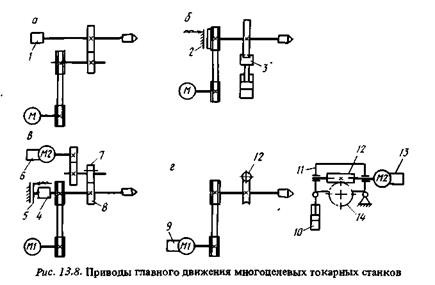
Однодвигательный привод с регулируемым электродвигателем и измерительным преобразователем 1 (рис. 13.8,а) позволяет получать угловое движение шпинделя с дискретностью 0,001°., а привод с тормозом 2 (рис. 13.8,6) и фиксирующим устройством 3 ■— угловое позиционирование с шагом 1...2°. Однодвигательные приводы наиболее пригодны для малых передних токарных станков с небольшими инерционными нагрузками.
В крупных станках используются двухдвигательные приводы (рис. 13.8, в, г). Двигатель Ml большей мощности включается при выполнении обычной токарной обработки, а меньшей М2 — при обработке шпоночных пазов, кулачков и других дополнительных поверхностей. В приводе, изображенном на рис. 13.8, в, вращение от двигателя М2 передается шпинделю зубчатыми колесами 7 и 8, положение которых перед сцеплением контролируется преобразователя-Ми 4 и 6. Тормоз 5 служит для фиксации шпинделя. В приводе, изображенном на рис. 13.8, г, двигатель М2 подключается к шпинделю при сцеплении червяка 12 (Находящегося в каретке 11, с червячным колесом 14. Для поворота каретки служит гидроцилиндр 10. Преобразователи 13 и 9 контролируют угловое положение червяка и колеса перед их сцеплением.
Привод позиционирования или дискретного вращения шпинделя с целью получения заданной точности отработки программы выполняют в виде короткой кинематической цепи, компонуют его, используя волновую передачу с большим передаточным отношением и высоким КПД, беззазорные передачи, точные измерительные преобразователи перемещений [75]. Для повышения термической стабильности шпиндельную бабку отделяют от коробки скоростей и выполняют термосимметричной.

