 2014-02-09
2014-02-09 3084
3084Шлифовальная шкурка
ШЛИФОВАЛЬНЫЕ СТАНКИ
Шлифованием уменьшают неровности поверхностей заготовок, но не изменяют их размеров и формы и только на мощных автоматических станочных линиях для шлифования древесностружеч-ных плит одновременно со шлифованием заготовкам придают строго определенный -размер по толщине. То же достигается и при шлифовании заготовок на цилиндровых шлифовальных станках с нижним расположением цилиндров.
, При шлифовании на поверхность заготовок воздействует быстро двигающаяся шлифовальная шкурка. Закрепленные на шкурке с помощью клея абразивные зерна, действуя как микроскопические резцы, срезают неровности с поверхности заготовок.
Наибольшее применение в промышленности нашли шлифовальные станки с движущейся шлифовальной лентой (как широкой— ширина от 500 мм, так и узкой—ширина 100... 400 мм). Применяют шлифовальные станки и со шкуркой, натянутой па цилиндры (цилиндровые станки) или на торцовую поверхность диска (дисковые станки).
Шлифовальные шкурки изготовляют на бумажной или тканевой основе. На основу наносят слой мездрового или смоляного клея и абразивный -материал. После высыхания мездрового клея (или полимеризации смоляного) шкурку свивают в рулоны или разрезают на листы. В качестве абразивного материала чаще 'применяют кремень, гранит, кварц или искусственные материалы:
электрокорунд, карбид кремния, стекло.
Для шлифования с водным или керосиновым увлажнением изготовляют водостойкую шкурку на бумажной основе. Поставляется такая шкурка в листах. Шлифовальные шкурки различают по номерам, указывающим на их зернистость – на размер (в микронах) абразивных зерен. Чем меньше величина абразивных зерен шкурки, тем более гладкую поверхность можно получить при.шлифовании. Мелкозернистые шкурки малопроизводительны, так как за один проход ими снимается стружка чрезвычайно,малых размеров (10... 20 мкм). Вследствие этого одну и ту же поверхность, имеющую значительные неровности, шлифуют вначале шкуркой с крупными абразивными зернами, затем с мелкими.
Номера шлифовальных шкурок, рекомендуемых для предварительного шлифования:Шероховатость поверхности заготовок перед шлифованием, мкм 500 315 200 100 60
Рекомендуемый номер шкурки. 50 50, 40 40, 32 32, 25 25, 20, 16
После предварительного шлифования для получения требуемой шероховатости поверхности рекомендуются следующие номера шкурок:
Требуемая шероховатость
поверхности Rzmax, мкм…100……60……………..30……………16
Рекомендуемый номер
Шкурки ………………..….50….40;32…..25;20…16;12;10…….8;6;4
Конструкция. Шлифовальный станок ШлПС-5 предназначен для шлифования поверхностей щитов и узлов. Станок (рис. 119) имеет подвижный стол 8, свободно на роликах перемещающийся по направляющим /. Винтовой механизм 10 служит для настроечного перемещения направляющих стола в вертикальной плоскости. Шлифовальная лен га 4 натягивается на приводной 3 и ведомый (натяжной) 5 шкивы. Для натяжения ленты шкив 5 устанавливают в нужное положение рукояткой 6, которая приводит в действие винтовой механизм. Прижимают шлифовальную ленту к шлифуемой заготовке утюжком 9 через рычаг 2. Утюжок скользит по направляющим 7. Для компенсации неровностей заготовки и ленты контактную поверхность утюжка покрывают фетром. Пыль удаляется от станка через пылеприемники, которыми закрывают шкивы. Пылеприемники присоединены к эксгаустерной сети.
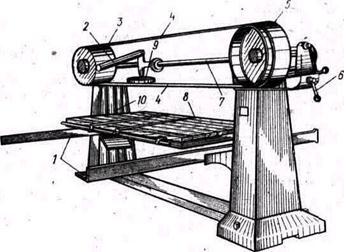
Рис.119. Шлифовальный станок ШлПС-5:
1, 7 — направляющие, 2 — рычаг, 3, 5 — шкивы, 4 — шлифовальная лента, 6 — рукоятка, 8 — стол, 9 — утюжок, 10 — винтовой механизм
Шлифовальные станки ШлПС-7 оборудованы приводами для механизированного перемещения утюжка и стола. В зависимости от условий работы на этом станке можно перемещать утюжок
|

|
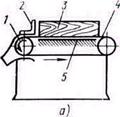
| Рис. 120. Схемы шлифовальных станков: а — с неподви/кным столом, б — со свободной лентой; 1,6— шкивы, 2 — угольник, 3 — заготовка. 4 — шлифовальная лента, 5 — стол |
и стол вручную или же использовать привод. Для шлифования плоских поверхностей, заготовок и узлов длиной до 350 и шириной до 100 мм применяют ленточно - шлифовальный станок с неподвижным столом 5 (рис. 120,а). Заготовку 3 кладут обрабатываемой поверхностью на шлифовальную ленту 4 и прижимают. к ней. Неподвижный
стол не дает возможности ленте прогнуться, и заготовка шлифуется за один прием. Привод ленты от шкива /, угольник 2 служит-упором.
У станков со свободной лентой (рис. 120, б) ведомый шкив закреплен на консольном раздвижном кронштейне. На этих станках шлифуют заготовки 3 с криволинейным профилем. При шлифовании заготовку вручную прижимают к ленте 4 и поворачивают ее, обеспечивая постепенное соприкосновение с лентой всей поверхности шлифуемой заготовки; привод ленты от шкива I.
|
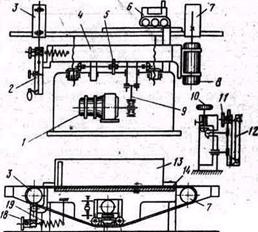
| Рис. 121. Станок ШлНСВ: 1,8— электродвигатели, 2 — кронштейн. 3, 7 — шкивы, 4. 12.14 — плиты, 5, 10, 11. 18 — маховички, 6 — автоподатчик, 9 — рычаг, 13, 15 — столы, 16 — поддерживающий ролик, 17 — утюжок. 19 — пружина |
На шлифовальном ленточном станке ШлНСВ (рис. 121) с вертикальной лентой шлифуют кромки щитов и изделий. Шлифовальный узел станка включает два вертикально установленных шкива 3 и 7, между которыми расположен суппорт с двумя поддерживающими роликами 16 и утюжком 17. Утюжок, установленный на поворотной плите 12, настраивают маховичками 10 и //. Ролики 16 предохраняют шлифовальную ленту от истирания в местах перегиба ее на участках утюжка. Ведущий шкив 7 находится на валу электродвигателя 8, ведомый шкив 3 подвижно насажен на поворотной оси, закрепленной на подпружиненном кронштейне 2. Пружина 19 кронштейна способствует смягчению
ударов, возникающих при набегании ленты на шкивы и ролики. Конструкцией кронштейна предусмотрено устройство для поворота оси ведомого шкива, что способствует устранению сползания ленты со шкивов. Шлифовальная лента надевается на шкивы и суппорт; регулируют ее натяжение, изменяя положение ведомого шкнна маховичком 18.
Роликовый стол 15 установлен против суппорта со стороны утюжка; стол 13 (задний) находится по другую сторону суппорта. На заднем столе установлены направляющие линейки, обеспечивающие правильное положение деталей при подаче их под ролики автоподатчика 6. Имеется механизм подъема и опускания роликового стола, приводимый в действие маховичком 5. Авто-податчик может перемещаться по вертикали и устанавливаться под углом к направлению подачи. Это позволяет регулировать усилие прижима заготовок кромками к шлифовальной ленте.
На роликовом столе с автоподатчиком шлифуют кромки, высота которых не превышает 50 мм; более высокие кромки щитов и заготовок можно шлифовать на этом же столе, отводя автоподатчик.
Задний стол предназначен для шлифования кромок щитов и изделий, высота которых больше 50 мм. Шлифуемые заготовки вручную прижимают к ленте, упирающейся при этом в плиту 14. На заднем столе можно шлифовать и кромки, расположенныенепод прямым углом к пласти, так как имеется возможность поворачивать стол на угол до 45° (по линейке с указателем) и устанавливать под углом упорную линейку.
Лучшее качество шлифованной поверхности получают при осциллирующем движении ленты. Механизм осцилляции приводится от электродвигателя / со встроенным редуктором и состоит из рычага 9 с эксцентриком, насаженным на валу редуктора электродвигателя 7. Рычаг 9 шарнирно соединен с трубчатой опорой плиты 4. При включении электродвигателя 1 плите 4 сообщаются возвратно-поступательные движения, передающиеся закрепленному на ней шлифовальному узлу.
Для шлифования поверхностей, покрытых полиэфирными лаковыми пленками, применяют обычные ленточные станки (например, ШлПС-5) и специальные: одно- и двух ленточные.
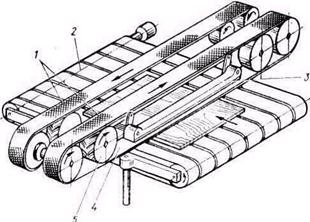
Рис. 122. Шлифовальный станок ГОлПС-9:
1 — шлифовальные ленты, 2 — ленты для подачи заготовок.,4 — утюжок. 4 — рубчатая лента, 5 — шкив
Станок ШлПС-9 (рис. 122)—двух ленточный, со встречными движением шлифовальных лент / и удлиненными утюжками 3. Для уменьшения трения между шлифовальной лентой и утюжками находится рубчатая лента 4, натянутая на шкивы 5. Скорости рубчатых и шлифовальных лент близки между собой. Ленты 2 стола служат для подачи заготовок. Во избежание прошлифовки углов у кромок предусмотрено автоматическое поднятие утюжков при заходе под ленту и выходе из-под нее очередной шлифуемой заготовки.
Выбор режимов работы. Основными показателями режима работы на ленточных шлифовальных станках являются: зернистость (номер) шлифовальной шкурки, ycилиe ее прижима к обрабатываемой поверхности и скорость перемещения контактной поверхности относительно заготовки. Зернистость шлифовальной шкурки можно определить, исходя из шероховатости поверхности после шлифования. Например, если Rzmax поверхности заготовки до шлифования соответствовала 100 мкм, а после шлифования должна иметь шероховатость 30 мкм, то определяем (см. с. 177), что ее вначале следует шлифовать шкуркой № 32 или 25 и находим, что шероховатость поверхности заготовки после шлифования будет соответствовать 60мкм. Для окончательного шлифования следует применять шкурку № 16.Усилие прижима шлиaовальной шкурки и скорость подачи (перемещение заготовок относительно утюжка) – величины взаимно связанные, и в начале работы (при новой шкурке) применяют относительно небольшие усилия прижима утюжка и значительные скорости подачи.
Если при пробном шлифовании образуются прошлифованные места, то скорость подачи увеличивают или уменьшают усилие прижима утюжка. По мере истирания шкурки скорость подачи уменьшают. Давление шкурки на заготовку (или заготовки на шкурку) не должно превышать 0,003 МПа и только у станков со свободной лентой оно может достигать 0,006 МПа.
Усилие прижима на станке ШлНСВ зависит от угла наклона автоподатчика к направлению подачи, т. е. относительно вертикальной плоскости. касательной к поверхности роликов 16 (см. рис. 121). Если при работе станка на максимальной скорости наблюдаются сошлнфованные места, то уменьшают угол- наклона аптоподатчнка к направлению подачи.
Усилие шлифования Р можно рассчитать по формулам, Н:
для станков с неподвижным столом P=(K+f)-Q', для станков с подвижным столом Р = (K+f) • (Q+q), гае К— коэффициент трения шкурки о шлифуемую деталь (равен 0,3); f —коэффициент трения ленты о стол (равен 0,4); Q — усилие нажима детали на ленту, Н; q — собственный вес детали, Н.
Настройка станков. Наиболее сложной является настройка ленточных шлифовальных станков. Шкивы должны свободно (без люфта) вращаться в подшипниках. Несколько смещая холостой шкив в сторону приводного механизма, снимают шлифовальную лепту и вручную поворачивают шкивы, наблюдая за их вращением. Лучше 'проверять шкивы во время замены ленты.
Шлифовальную ленту нужно склеивать заранее. Длину ее можно определить по формуле
L = 2e + π (d пр + dн) / 2 + 50,
где е— минимальное расстояние между центрами шкивов, мм;
dпр—диаметр приводного шкива мм; d н — диаметр натяжного шкива, мм; 50—длина конца шкурки, на который наносится клей при прямоугольном шве; при склеивании под углом эта величина равна 50 мм + ширина ленты, мм.
Один конец ленты на длине 50 мм перед склеиванием тщательно очищают от абразивных зерен. Надевать ленту на шкивы следует так, чтобы наружный конец в шве был по ходу движения шкива. Регулируют натяжение ленты, перемещая холостой шкив. Необходимо следить, чтобы приводиой шкив не пробуксовывал. Так как лента в начале работы (первые 10... 15 мин) вытягивается, ее необходимо несколько раз натягивать шкивом, чтобы получить нужное натяжение. Затем устанавливают и закрепляют ограждение шкивов.
Стол должен перемещаться по направляющим под действием легкого нажима. Необходимо проверять действие механизма подъема и опускания стола. При настройке стола на него кладут заготовку и устанавливают стол по высоте так, чтобы верхняя поверхность заготовки отстояла от нижней ветви шлифовальной ленты на" 10... 15 мм.
Настройка станков с неподвижным столом и свободной лентой заключается в надевании ленты на шкивы и создании нужного ее натяжения.
При настройке станка ШлНСВ обеспечивают требуемое натяжение ленты, устанавливают утюжок и автоподатчик.
Надевают ленту, предварительно ослабив поворотом маховичка 18 (см. рис. 121) шкив 3. Надев ленту, тем же маховичком устанавливают* ведомый шкив в положение, при котором обеспечивается требуемая степень натяжения ленты. Включив электродвигатель 8, наблюдают за движением ленты. Если она при движении оползает со шкивов, то ослабляют фиксаторы (стопорные болты) оси ведомого шкива и устанавливают его по вертикали в положение, при котором этот недостаток будет устранен. Затем закрепляют стопорные болты.
Контактная плоскость утюжка должна быть установлена перпендикулярно рабочей плоскости роликового стола.
Сначала поворотом маховичка 10 устанавливают утюжок относительно роликов утюжка так, чтобы его плоскость выступала из-за роликов на 10... 15 мм. Затем, пользуясь угольником, проверяют правильность положения плоскости утюжка относительно стола и в случае надобности поворотом маховичка // изменяют его положение. По окончании настройки положение маховичков 10 и // фиксируют стопорами.
Автоподатчнк устанавливают в зависимости от толщины обрабатываемых деталей и усилия прижима. По вертикали автоподатчик перемещается маховиком, под нужным углом его устанавливают при ослабленных фиксаторах.
Стол 13 устанавливают под углом вручную, используя линейку и указатель.
Работа на станках. На шлифовадьных станках с подвижным столом наиболее рациональна организовывать работу по шлифованию деталей в два или три перехода, применяя соответственно два или три последовательно установленных шлифовальных станка, на которые надеваются шлифовальные ленты разной зернистости. При включении электродвигателя лента приводится в движение. При возвратно-поступательном движении стола с деталью поперек ленты и утюжка вдоль ленты поверхность детали шлифуется отдельными участками. Закончив шлифование всей поверхности, станочник направляет деталь на второй станок, где установлена лента с более мелкими зернами. Если работу проводят на одном станке, то сначала всю партию деталей шлифуют крупнозернистой шкуркой, а.затем мелко зернистой.
На шероховатость шлифуемой поверхности влияют, кроме зернистости шкурки, скорость шлифования и порода древесины, а также давление, оказываемое на утюжок. Большое давление на утюжок и применение изношенной ленты могут вызвать на шлифуемой поверхности поджоги. При равных условиях шлифования шероховатость обработки поверхности, заготовок из древесины.твердых лиственных 'пород выше, чем из древесины мягких пород. При уменьшении давления на утюжок» шероховатость поверхности повышается, но производительность шлифования снижается.
Чтобы не вызвать поднятия ворса при поперечном перемещении заготовки относительно утюжка, следует снижать давление на утюжок или приподнимать его. Давление нужно уменьшать и при приближении утюжка к кромкам, чтобы не допустить их сошлифовывания. На деталях, облицованных шпоном, шлифованием нельзя снимать чрезмерно большой слой древесины (из-за малой толщины шпона). Нельзя допускать на шлифуемой поверхности непрощлпфованные места.
Все эти факторы надо учитывать при шлифовании и регулировать процесс, принимая во внимание качество получаемой поверхности. Например, если качество шлифуемой поверхности высокое, а производительность станка из-за небольшого давления на утюжок снижена, то станочник, постепенно увеличивая давление, следит за тем, чтобы получить требуемую шероховатость поверхности.
На шлифовальных станках со свободной лентой станочник прижимает криволинейную деталь к ленте против натяжного шкива. Перемещая деталь относительно ленты в продольном направлении и поворачивая ее вокруг оси, станочник вводит в контакт с лентой последовательно все участки, образующие обрабатываемую поверхность.
При шлифовании на станке ШлНСВ деталей, высота кромок которых не превышает 50 мм, станок обслуживают двое рабочих. Один берет из стопы очередной щит, прижимает его кромкой к линейке стола и подает под ролики автоподатчика. Второй рабочий принимает щиты и передает их первому рабочему для шлифования следующей кромки, и так до тех пор, пока все кромки щита не будут обработаны. Обработанный щит укладывают в стопу.
Если высота кромки щита ботьше 50 мм, то на станке работает один рабочий. Он берет деталь, кладет ее на стол и прижимает кромкой к шлифовальной ленте. Усилие прижима и продолжительность шлифования зависят от качества обрабатываемой поверхности и степени износа шлифовальной шкурки.








